Требования безопасности при работе на заточном станке
РД 153-34.0-03.297-00 - Типовая инструкция по охране труда при работе на заточных станках.
РАО «ЕЭС России»
Типовая инструкция по охране труда при работе на заточных станках РД 153-34.0-03.297-00
Москва «Издательство НЦ ЭНАС»
2002
| РАЗРАБОТАНО | АООТ «Проектэнергомаш» |
| ИСПОЛНИТЕЛИ: | |
| СОГЛАСОВАНО | Департамент генеральной инспекции по эксплуатации электрических станций и сетей РАО «ЕЭС России» |
| ВРК «Электропрофсоюз» | |
| УТВЕРЖДЕНО | РАО «ЕЭС России» |
| Первый заместитель Председателя Правления О.В. Бритвин | |
| Дата введения 01.07.2000 г. |
На основании данных типовых инструкций предприятиями и организациями разрабатываются и утверждаются инструкции с учетом местных условий.
| СОГЛАСОВАНО | УТВЕРЖДЕНО |
| Департамент генеральной инспекции по эксплуатации электрических станций и сетей РАО «ЕЭС России» 14 марта 2000 г. ВРК «Электропрофсоюз» 15 марта 2000 г. | РАО «ЕЭС России» Первый заместитель Председателя Правления О.В. Бритвин 17 марта 2000 г. |
ВВЕДЕНИЕ
Работа на заточных станках может сопровождаться наличием ряда вредных и опасных производственных факторов, в том числе:
- электрический ток;
- абразивная пыль и аэрозоли смазочно-охлаждающей жидкости;
- отлетающие кусочки абразивного материала и обрабатываемых деталей;
- высокая температура поверхности обрабатываемых деталей и инструмента;
- повышенный уровень вибрации;
- движущиеся машины и механизмы, передвигающиеся изделия, заготовки, материалы;
- недостаточная освещенность рабочей зоны, наличие прямой и отраженной блескости, повышенная пульсация светового потока.
При разработке типовой инструкции использованы следующие стандарты системы безопасности труда: ГОСТ 12.0.003-74 Опасные и вредные производственные факторы. Классификация; ГОСТ 12.1.004-91 Пожарная безопасность. Общие требования; ГОСТ 12.3.002-75 Процессы производственные. Общие требования безопасности; ГОСТ 12.3.025-80 Обработка металлов резанием. Требования безопасности и др.
Заточники при производстве работ согласно имеющейся квалификации обязаны выполнять требования безопасности, изложенные в настоящей инструкции.
В случае невыполнения положений настоящей инструкции работники могут быть привлечены к дисциплинарной, административной, уголовной и материальной ответственности в соответствии с законодательством Российской Федерации в зависимости от тяжести последствий.
1. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1.1. К самостоятельной работе на заточных станках допускается обученный персонал, прошедший медицинский осмотр, инструктаж по охране труда на рабочем месте, ознакомленный с правилами пожарной безопасности и усвоивший безопасные приемы работы.
1.2. Заточнику разрешается работать только на станках, к которым он допущен, и выполнять работу, которая поручена ему руководителем цеха (участка).
1.3. Персонал, обслуживающий заточные станки, должен иметь: костюм хлопчатобумажный или полукомбинезон, очки защитные, ботинки юфтевые.
1.4. Если пол скользкий (облит маслом, эмульсией), рабочий обязан потребовать, чтобы его посыпали опилками, или сделать это самому.
1.5. Заточнику запрещается:
- использовать неиспытанные абразивные инструменты;
- работать при отсутствии на полу под ногами деревянной решетки по длине станка, исключающей попадание обуви между рейками и обеспечивающей свободное прохождение стружки;
- запрещается работать на станке с оборванным заземляющим проводом, при отсутствии или неисправности блокировочных устройств:
- стоять и проходить под поднятым грузом;
- проходить в местах, не предназначенных для прохода людей;
- заходить без разрешения за ограждения технологического оборудования;
- снимать ограждения опасных зон работающего оборудования;
- мыть руки в эмульсии, масле, керосине и вытирать их обтирочными концами, загрязненными стружкой.
1.6. О всяком несчастном случае немедленно поставить в известность мастера и обратиться в медицинский пункт.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Перед началом работы заточник обязан:
- принять станок от сменщика: проверить, хорошо ли убраны станок и рабочее место. Не приступать к работе до устранения выявленных недостатков;
- привести в порядок спецодежду, застегнуть рукава и куртку, надеть головной убор;
- проверить наличие и исправность защитного экрана и защитных очков, предохранительных устройств защиты от абразивной пыли и охлаждающих жидкостей;
- отрегулировать местное освещение так, чтобы рабочая зона была достаточно освещена и свет не слепил глаза;
- проверить наличие смазки станка. При смазке пользоваться только специальными приспособлениями;
- надежно закрепить подручник, установив его таким образом, чтобы зазор между краем подручника и рабочей поверхностью абразивного круга был не более 3 мм. Рабочая поверхность подручника должна быть ровной, а край рабочей поверхности без выбоин и выработки;
- проверить на холостом ходу станка:
а) исправность органов управления;
б) исправность системы смазки и охлаждения;
в) исправность фиксации рычагов управления;
- проверить состояние абразивных кругов наружным осмотром с целью определения трещин и выбоин;
- проверить паспорт об испытании на прочность кругов диаметром 150 мм и выше.
2.2. Установку абразивных кругов и их крепление на шпиндель заточного станка производить лицам, прошедшим специальное обучение и получившим инструктаж по правилам установки абразивного инструмента на заточные станки:
а) наладчики устанавливают абразивные круги, собранные и отбалансированные с планшайбами;
б) заточники устанавливают только те абразивные круги, которые не проходят балансировки.
2.3. Заточнику запрещается:
- работать в тапочках, сандалиях, босоножках и т.п.;
- применять неисправный и неправильно заточенный режущий инструмент и приспособления;
- прикасаться к токоведущим частям электрооборудования, открывать дверцы электрошкафов. В случае необходимости следует обращаться к электромонтеру.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ВО ВРЕМЯ РАБОТЫ
3.1. Во время работы заточник обязан:
- включить вытяжную вентиляцию и проверить ее работу;
- инструмент, выданный на заточку, разложить на верстаке, не загромождая рабочее место и проходы;
- проверить надежность крепления абразивного круга, наличие картонных прокладок между зажимными фланцами и кругом, надежность крепления гаек, зажимающих фланцы;
-проверить исправную работу станка на холостом ходу в течение 3-5 мин, находясь в стороне от опасной зоны возможного разрыва абразивного круга;
- перед установкой на станок обрабатываемой детали и приспособления очистить их от стружки и масла;
- при заточке или доводке инструмент надежно закреплять в приспособлении или пользоваться подручником. Запрещается при заточке удерживать инструмент на весу;
- заточку осевого инструмента, обрабатываемого в центрах, производить только с исправными центровыми отверстиями, не допускать, чтобы вершина центров упиралась в дно центровых отверстий: инструмент должен плотно входить в оба центра всей конусной поверхности центровых отверстий;
- при ручной подаче подавать круг или инструмент на круг плавно, без рывков и резкого нажима;
- не допускается работа боковыми поверхностями круга, если круг не предназначен специально для такого вида работ;
- заточку и доводку инструмента алмазными кругами производить только с охлаждением;
- при заточке инструмента с охлаждающей жидкостью следить за тем, чтобы жидкость омывала абразивный или алмазный круг по всей его рабочей поверхности и своевременно отводилась;
- при переходе с сухой на мокрую заточку во избежание разрыва дать кругу предварительно охладиться (остыть) и только после этого начинать заточку инструмента с охлаждающей жидкостью;
- правку абразивных кругов производить только алмазами, алмазно-металлическими карандашами или специальными алмазозаменителями в соответствии с установленной технологией правки;
- алмазную и металлическую пыль удалять со станка специальной щеткой-сметкой или скребком: производить эту работу непосредственно руками запрещается. Не допускать уборщицу к уборке станка во время его работы;
- оберегать круг от ударов и толчков;
- остановить станок и выключить электрооборудование в следующих случаях:
а) уходя от станка даже на короткое время;
б) временного прекращения работы;
в) перерыва в подаче электроэнергии;
г) при уборке, смазке, чистке станка;
д) при обнаружении какой-либо неисправности, которая грозит опасностью;
е) при подтягивании болтов, гаек и других крепежных деталей.
3.2. Во время работы на станке запрещается:
- работать на станке в рукавицах или перчатках, а также с забинтованными пальцами без резиновых напальчников;
- брать и подавать через работающий станок какие-либо предметы, подтягивать гайки, болты и другие соединительные детали станка;
- затачивать режущий инструмент на неисправном оборудовании;
-тормозить вращение шпинделя нажимом руки на вращающиеся части станка;
- пользоваться местным освещением напряжением выше 42 В;
- опираться на станок во время его работы и не позволять это делать другим;
- работать кругами, имеющими трещины или выбоины;
- применять рычаги для увеличения нажима на круг;
- во время работы станка открывать и снимать ограждения и предохранительные устройства;
- оставлять ключи, приспособления и другой инструмент на работающем станке.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. В случае поломки станка, отказа в работе пульта управления отключить станок и сообщить об этом мастеру.
4.2. В случае загорания ветоши, оборудования или возникновения пожара немедленно отключить станок, сообщить о случившемся администрации и другим работникам цеха и приступить к ликвидации очага загорания.
4.3. В случае появления аварийной ситуации, опасности для своего здоровья или здоровья окружающих людей отключить станок, покинуть опасную зону и сообщить об опасности непосредственному руководителю.
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПО ОКОНЧАНИИ РАБОТЫ
После окончания работ заточник обязан:
- выключить станок и электродвигатель;
- привести в порядок рабочее место:
а) убрать со станка алмазную и металлическую пыль;
б) очистить станок от грязи;
в) аккуратно сложить заготовки и инструмент на отведенное место;
г) смазать трущиеся части станка;
- сдать станок сменщику или мастеру и сообщить о всех неисправностях станка;
- снять спецодежду и повесить в шкаф. Вымыть лицо и руки теплой водой с мылом или принять душ.
Содержание
Инструкция по охране труда при работе на заточных, обдирочно-шлифовальных и точильно-шлифовальных станках
1.1. К самостоятельной работе на заточных, точильных и обдирочно-шлифовальных станках допускаются лица прошедшие соответствующее профессиональное обучение на право выполнения этих работ, прошедшие медицинское освидетельствование в установленном на заводе порядке и не имеющие противопоказаний, получившие вводный и первичный инструктаж на рабочем месте с обучением безопасным методам и приемам ведения работ и оказанию первой доврачебной помощи пострадавшим от несчастных случаев на производстве, имеющие 1 группу по электробезопасности, прошедшие стажировку и получившие допуск к самостоятельной работе.
1.2. Повторный инструктаж по охране труда должен проводиться не реже одного раза в три месяца. Повторный инструктаж на первую группу по электробезопасности проводятся не реже, чем один раз в 12 месяцев.
1.3. На территории предприятия необходимо соблюдать правила внутреннего трудового распорядка, быть внимательным по отношению к движущемуся транспорту, работающим грузоподъемным машинам и другому производственному оборудованию.
Обращать внимание на предупредительные надписи, дорожные знаки и знаки безопасности, размещенные на территории предприятия, в цехах и участках, исполняя их указания.
1.4. Необходимо соблюдать установленные на предприятии режимы труда и отдыха. Нормальная продолжительность рабочего времени не должна превышать 40 часов в неделю. Сверхурочные работы допускаются в случаях предусмотренных ТК РФ. Суммарное время на отдых и естественные надобности в течении смены составляет 45 минут в течении рабочей смены. Кроме этого предусмотрен перерыв для отдыха и питания не менее 30 минут, не входящих в продолжительность рабочего дня.
1.5. При работе, на заточных, точильных и обдирочно-шлифовальных станках на работника возможно воздействие следующих опасных и вредных производственных факторов:
1.5.1. Движущиеся машины и механизмы, подвижные части производственного оборудования, передвигающиеся изделия, заготовки, материалы при воздействии на человека могут привести к временной или полной потери трудоспособности в зависимости от тяжести травмирования;
1.5.2. Острые кромки, заусенцы, шероховатость на поверхностях обрабатываемых деталей, оборудования и инструмента могут привести к травмированию;
1.5.3. Повышенное значение напряжения в электрической цепи, замыкание которой может пройти через тело человека приводит к электротравмам;
1.5.4. Недостаточная освещенность рабочей зоны может привести к заболеванию органов зрения;
1.5.5. Отлетающие кусочки металла и абразивного инструмента могут привести к травмам;
1.5.6. Высокая температура поверхности обрабатываемых деталей и
инструмента может привести к ожогам;
1.5.7. Повышенный уровень вибрации может вызывать различную степень сосудистых, нервно-мышечных, костно-суставных и других нарушений;
1.5.8. Повышенная запылённость и загазованность воздуха рабочей зоны может привести к поражению и возможному заболеванию органов дыхания.
1.5.9. Физические перегрузки могут привести к развитию варикозного расширения вен и другим болезням.
1.6. Носить на работе чистую, исправную, предусмотренную нормами, сертифицированную спецодежду, обувь и другие СИЗ.
1.7. Для нормального и безопасного производства работ заточнику предусмотрены следующие средства индивидуальной защиты:
Наименование | ГОСТ | Срок носки |
костюм х/б | 27575-87 | 1 год |
ботинки | 12.4.187-97 | 1 год |
очки защитные | 12.4.013 | до износа |
респиратор | 7269 | до износа |
1.8. Работник должен получить противопожарный инструктаж, знать правила использования горючих и легковоспламеняющихся веществ, правила поведения при пожаре и при обнаружении признаков горения. При работе на оборудовании пользоваться исправной электроарматурой.
1.9. Рабочее место, рабочие проходы содержать в чистоте и порядке.
1.10. Выполнять ту работу, которая поручена администрацией и по которой получен инструктаж.
1.11. В течении рабочего дня быть внимательным, .не отвлекаться от своих прямых обязанностей, не отвлекать других какими-либо разговорами или делами, не имеющими к работе никакого отношения.
1.12. При обнаружении каких-либо неисправностей оборудования прекратить работу и поставить в известность мастера
1.13. Заточнику ЗАПРЕЩАЕТСЯ :
1.13.1. Самостоятельно производить, ремонт оборудования, если такая работа не входит в круг обязанностей;
1.13.2. Мыть руки в эмульсии, масле, керосине и вытирать их обтирочным материалом, загрязненным стружкой;
1.13.3. Хранить на рабочем месте рабочую и личную одежду, курить на рабочем месте, хранить и принимать пищу. Курить разрешается только в специально оборудованных для этих целей местах.
1.13.4. Бросать в систему вытяжной вентиляции окурки, обтирочный материал.
1.13.5. Производить замену шлифовальных кругов без специального обучения и соответствующего допуска.
1.14. Все устройства, входящие в состав оборудовании, содержать в исправном состоянии, правильно его эксплуатировать во время пуска, работы и остановки.
1.15. Работу выполнять строго по установленной технологии.
1.16. Не выполнять распоряжений и указаний, если они противоречат требованиям охраны труда.
1.17. Соблюдать правила личной гигиены. Перед едой мыть руки с мылом.
1.18. Заточные, точильно-шлифовальные и обдирочно-шлифовальные станки работающие с охлаждающей жидкостью, должны быть снабжены ограждениями, предохраняющими рабочего от брызг.
1.19. Заточные и обдирочно-шлифовальные станки с горизонтальной осью вращения круга, при работе на которых шлифуемое изделие удерживается руками, должны быть оборудованы защитным экраном со смотровыми окнами. При невозможности использования защитного экрана должны применяться защитные очки или щитки.
1.20. При обработке шлифовальными кругами изделий, удерживаемых в руках, должны применяться подручники.
1.21. Правка кругов должна производиться специальными правящими инструментами (алмазными карандашами, металлическими дисками, а также карборундом вручную). Правка кругов инструментами, не предназначенными для этой цели, не допускается.
1.22. Немедленно извещать своего непосредственного или вышестоящего руководителя о любой ситуации, угрожающей жизни и здоровью людей, о каждом несчастном случае, произошедшем на производстве, или об ухудшении состояния своего здоровья, в том числе о проявлении признаков острого профессионального заболевания (отравления).
1.23. Работник обязан оказывать пострадавшему первую доврачебную помощь.
Лица, не выполняющие данную инструкцию привлекаются к ответственности в соответствии с действующим законодательством РФ.
2. Требования охраны труда перед началом работы.
2.1. Перед началом работы, одеть полагающиеся СИЗ, привести в порядок сбою рабочую одежду (одежда должна быть чистой, подобранной по размеру, исправной); застегнуть обшлага рукавов, заправить одежду так, чтобы не было свисающих концов. Подготовить защитные очки или защитный щиток (защитные очки должны быть подобраны по размеру, стекла не должны вываливаться, иметь трещин, сколов, царапин и быть чистыми, с хорошей видимостью), средства индивидуальной защиты органов дыхания (СИЗОД) - должны применяться в строгом соответствии с инструкциями изготовителя или поставщика.
2.2. Принять станок от сменщика (если работа ведется в две смены): убедиться, что станок и рабочее место хорошо убраны. Узнать у сменщика, имелись ли неполадки в работе станка в предыдущей смене, и какие меры приняты к их устранению. Не приступать к работе до устранения выявленных недостатков.
2.3. Проверить исправность мерительного и крепежного инструмента (ключей), приспособлений и крепежа к ним (болтов, винтов и т. д.), а также их соответствие выполняемой работе.
2.4. Проверить и обеспечить достаточную смазку станка.
Отрегулировать местное освещение станка так, чтобы рабочая зона была достаточно освещена, но не слепила глаза. Проверить электролампу и ее арматуру.
2.6. Проверить наличие, исправность и прочность крепления:
2.6.1. Кожуха, ограждающего абразивный или алмазный инструмент, ограждения валов, шкивов, зубчатых передач;
2.6.2. Предохранительных устройств от пыли (телеприемников), защитных средств от отлетающих частиц затачиваемого инструмента, шлифовального круга и брызг охлаждающей жидкости;
2.6.3. Заземляющих устройств.
2.7. Взять в ИРК необходимые для заточки или доводки инструмента, шлифовальные круги, проверить состояние этих кругов наружным осмотром с целью определения заметных трещин и выбоин.
2.8. Установку шлифовальных кругов имеет право выполнять специально обученный рабочий с соблюдением инструкции №37.371.55352.
2.9. Все абразивные инструменты, а также вращающиеся выступающие концы шпинделя и крепежных деталей должны быть ограждены защитными кожухами. Съемная крышка защитного кожуха должна быть надежно закреплена.
2.10. Проверить надежность крепления шлифовального круга, наличие картонных прокладок между зажимными фланцами и кругом, надежность гаек, зажимающих фланцы.
2.11. Убедиться в том, что подручник надежно закреплен после установки абразивного круга, зазор не превышает половины толщины обрабатываемой детали и не более 3 мм.
2.12. Проверить, исправную работу станка на холостом ходу в течение 3—5 мин., находясь в стороне от опасной зоны возможного разрыва шлифовального круга и убедиться:
2.12.1. В отсутствии сверхпредельного радиального и осевого биения круга;
2.12.2. В исправном действии механизмов управления, электрических кнопочных устройств, электромотора, рычагов включения (убедитесь в том, что самопроизвольное включение невозможно);
2.12.3. В отсутствии заеданий в движущихся поверхностях станка;
2.12.4. В нормальной и бесперебойной подаче смазки и охлаждающе жидкости.
2.13. О всех замеченных неисправностях станка сообщить мастеру и только после их устранения приступить к работе.
2.14. Подлежащие обработке изделия, разложить на тумбочке или стеллаже не загромождая рабочего места и проходы.
2.15. В целях предупреждения кожных заболеваний, при применении на заточных точильных и обдирочно-шлифовальных станках охлаждающих жидкостей, перед началом работы, смазать руки специальными пастами или мазями. Периодически производить смену охлаждающей жидкости и очистку бака от загрязнения.
3. Требования охраны труда во время работы.
3.1.Включить вытяжную вентиляцию и электродвигатель станка, проверить их работу.
3.2. Перед установкой на станок обрабатываемой детали и приспособления очистить их от стружки и масла.
3.3. Производить заточку и доводку режущего инструмента шлифовальными кругами только на тех станках, на которых это предусмотрено технологией.
3.4. Во время работы пользоваться установленными на станках защитными экранами, а при их отсутствии — защитными очками.
3.5. Масса и габариты обрабатываемых деталей должны соответствовать паспортным данным оборудования. Установку и съем тяжелого инструмента (весом более 15 кг) производить только подъемными механизмами (кранами, электроталям и т.п.).
Вес перемещаемых изделий вручную постоянно в течении смены для мужчин не должен превышать - 15кг, для женщин - 7кг. Реже 2х раз в течении часа мужчинам-30кг., для женщин - 10кг..
3.6. Чистку, смазку и уборку станка, подналадку, а также установку и съем затачиваемого инструмента производить только при полной остановке механизмов станка и нахождения абразивного инструмента в безопасной зоне.
3.7. При установке и закреплении обрабатываемого инструмента в центрах не применять центра с изношенными конусами;
3.7.1. Заточку осевого инструмента, затачиваемого в центровых бабках, производить только с исправными центровыми отверстиями; не допускать, чтоб вершина центров упиралась в дно центровых отверстий, инструмент должен плотно входить в оба конца всей конусной поверхности центровых отверстий.
3.7.2. После установки инструмента в центрах проверить крепление задней «бабки».
3.7.3. При обработке в центрах применять безопасные хомутики и поводковые патроны. Надежно закрепить хомутик на инструменте, чтобы инструмент не проворачивался при обработке.
3.8. Во избежание разрыва шлифовального круга:
3.8.1. При ручной подаче подавать абразивный круг или изделие на абразивный круг плавно, без рывков и резкого нажима;
3.8.2. На станках с ручной подачей изделий запрещается использование рычага для увеличения усилия нажима деталей на шлифовальный круг;
3.8.3. При автоматическом цикле работы станка строго соблюдать режимы резания (скорость и подачу) согласно, технологии;
3.8.4. Не допускать работу боковыми поверхностями круга, если круг не предназначен специально для такого вида работ; оберегать круг от ударов и толчков.
3.9. Своевременно и правильно производить правку шлифовального круга и регулировку зазора между подручником и рабочей поверхностью круга.
3.10. Не допускать присутствия на своем рабочем месте лиц, не имеющих отношения к работе.
3.11. При обработке изделия, надежно закреплять его в приспособлении или пользоваться подручником.
3.12. При обработке изделия с охлаждающей жидкостью следить за тем, чтобы жидкость омывала шлифовальный круг по всей его рабочей поверхности и своевременно отводилась. Не включать охлаждающую жидкость до включения вращения абразивного инструмента.
3.13. Если заточной станок, предназначенный для мокрой заточки, работал без охлаждения (всухую), то при переходе на мокрую заточку во избежание разрыва необходимо дать кругу предварительно охладиться (остыть) и только после того, как он остынет начинать работу с применением охлаждения жидкостью.
3.15. Перед каждым включением станка убедиться в том, что пуск его никому из окружающих не угрожает.
3.16. Во время работы на станке необходимо стоять не против вращающегося круга, а несколько сбоку от него во избежание ранений в случае разрыва круга.
3.17. Прежде чем остановить станок, необходимо выключить подачу и отвести круг от изделия.
3.18. При работе кругами, предназначенными для работы боковыми (торцевыми) поверхностями, следить, чтобы зажимные фланцы и крепежные элементы не касались изделия, приспособления и др. частей станка.
3.19. Для безопасной обработки длинных изделий, с длинной большей или равной 8-ми диаметрам, (прошивки, протяжки ), станки должны быть снабжены люнетами.
3.20. При уменьшении диаметра круга, вследствие его срабатывания, число оборотов круга может быть увеличено без превышения рабочей окружной скорости, допускаемой для данною круга.
3.21. Предельные допустимые диаметры сработанных кругов, за исключением кругов диаметров менее 6 мм, должны соответствовать величинам, указанным в таблице.
Вид крепления, круга по ГОСТ 2270-78 | Предельный допускаемый диаметр сработанного круга, мм |
На шпильке диаметром d | |
На винте с диаметром головки d2 | d(d2) +2 |
На шпинделе (оправке) - винтом с диаметром головки d2 | |
На шпинделе (оправке) — фланцами диаметром d1= d2 | d(d2) +10 |
На переходных фланцах диаметром d1= d2 | d(d2) +20 |
3.22. Обязательно остановить станок, выключить электродвигатель привода абразивного инструмента и дождаться его остановки, при:
3.22.1. При проведении измерений обрабатываемого изделия, уборке, подналадке и переналадке;
3.22.2. Уходе от станка даже на короткое время;
3.22.3. Временном прекращении работы;
3.22.4. Перерыве в подаче электроэнергии;
3.22.5. Уборке, смазке и чистке станка;
3.22.6. Подтягивании болтов, гаек, клиньев и других,, соединительных деталей станка и приспособлений;
3.22.7. Регулировке и перестановке подручника;
3.22.8. Установке, регулировке и смене инструмента;
3.22.9. Обнаружении какой-либо неисправности, которая грозит опасностью;
3.22.10. Обнаружении напряжения на металлических частях станка.
3.23. Во время работы и после окончания ее не класть и не оставлять на станке изделия, подсобный и мерительный инструмент, а пользоваться предназначенной для этой цели тумбочкой, установленной у станка.
3.24. Абразивную и металлическую пыль удалять со станка щеткой-сметкой или скребком, после полной остановки рабочих механизмов. Производить эту работу непосредственно руками запрещается.
3.25. Применять только исправные гаечные ключи, соответствующие размерам гаек и болтов. (Не применять прокладок между зевом ключа и гранями гаек).
3.26. Во время работы на станке заточнику ЗАПРЕЩАЕТСЯ:
3.26.1. Работать на станке в рукавицах или перчатках, а также с забинтованными пальцами без резиновых напальчников;
3.26.2. Брать и подавать через работающий станок какие-либо предметы, подтягивать гайки, болты и другие соединительные детали станка;
3.26.3. Работать на неисправном оборудовании и в неисправном приспособлении.
3.26.4. Тормозить вращение шпинделя нажимом руки на вращающиеся части станка;
3.26.5. Пользоваться местным освещением выше 50В;
3.26.6. Опираться на станок но время его работы и позволять это делать другим;
3.26.7. Пользоваться неисправным крепежным инструментом и приспособлениями.
3.26.8. Прикасаться к токоведущим частям электрооборудования (распределительные устройства, клеммы, коллектор электродвигателя, арматура общего освещения и др.), а также открывать дверцы электрораспределительных шкафов (сборок), крышки пусковых приборов, снимать ограждения и защитные кожухи с токоведущих частей электрооборудования. В случае необходимости следует обращаться к электромонтеру;
3.26.9. Пользоваться кругами, имеющими трещины или выбоины;
3.26.10. Открывать и снимать ограждения и предохранительные устройства с опасных зон работающего оборудования;
3.26.11. Работать на станке с оборванным заземляющим проводом, при отсутствии или неисправности блокировочных устройств;
3.26.12. Заходить за ограждения технологического оборудования;
3.26.13. Работать при отсутствии на полу под ногами деревянной решетки (трапа) по длине станка, исключающей.попадание обуви между рейками и обеспечивающей свободное прохождение стружки;
3.26.14. Удерживать руками изделие на весу.
4. Требования охраны труда в аварийных ситуациях.
4.1. При возникновении аварийных ситуаций или неисправностей оборудования (отказ в работе оборудования, постороннем шуме или стуке станка, при перегреве подшипников, возникновении поломок, вибрации из-за большого биения абразивного круга, угрожающих аварией, прекращение подачи электроэнергии, появлении постороннею запаха, появление ощущения электрического тока), которые могут привести к несчастным случаям, необходимо прекратить эксплуатацию оборудования и выключить его. Необходимо оповестить об опасности окружающих людей и непосредственного руководителя работ, вывести инструмент из рабочей зоны и принять необходимые меры совместно с технологическими и ремонтными службами.
4.2. При пожаре или обнаружении признаков горения немедленно сообщить в пожарную команду по телефону …., сообщить мастеру или вышестоящему руководителю и приступить к тушению пожара имеющимися средствами пожаротушения. При необходимости вызвать городскую пожарную службу по телефону 112, организовать встречу пожарной команды.
4.3. При несчастном случае с Вами или другим работником прекратить работу, поставить в известность мастера оказать первую доврачебную помощь пострадавшим и обратиться в здравпункт лично или позвонить по телефону …..
Обеспечить сохранность обстановки аварии или несчастного случая, если это не представляет опасности для жизни и здоровья людей и не приведет к осложнению аварийной обстановки. При необходимости вызовите скорую медицинскую помощь по телефону 112.
4.4 При аварии систем водоснабжения, отопления и т.д. препятствующих выполнению технологических операций, прекратить работу до ликвидации аварии и её последствий.
5. Требования охраны труда по окончании работ.
5.1. По окончании работ работник обязан обесточить оборудование (выключить станок и электродвигатель). Дождаться полной остановки абразивного инструмента.
5.2. Привести в порядок свое рабочее место:
5.2.1. Убрать абразивную пыль и отходы шлифования черных металлов со станка, пользуясь приспособлениями или инструментом, предусмотренным технологией на данном рабочем месте;
5.2.2. Очистить станок от грязи и пыли;
5.2.3. Проверить наличие инструмента, абразива не оставлять его на месте работы, убрать инструмент в свою тумбочку или сдать его в кладовую;
5.2.4. Аккуратно сложить детали, заготовки, приспособления на отведенное для них место;
5.2.5. Смазать трущиеся части станка.
5.3. Осмотреть свое рабочее место, рабочую одежду, не оставлять неубранных материалов, приспособлений и незакрепленных деталей. Убрать отходы производства (ветошь, металл, опилки) в установленную тару согласно маркировки.
5.4. Сдать оборудование сменщику или мастеру и сообщить о всех не исправностях оборудования, которые были во время работы.
5.5. Убрать спецодежду в специально отведенное место, вымыть руки и лицо теплой водой с мылом пли принять душ.
Инструкция по охране труда при работе на заточном станке
Автор: sngsneg, 19 Сен 2015
Инструкция по охране труда при работе на заточном станке
1. Общие требования охраны труда
1.1. Инструкция по охране труда при работе на заточном станке составлена на основании типовой инструкции по охране труда для станочника широкого профиля, токаря, фрезеровщика, шлифовщика, полировщика, заточника (ТОИ Р-31-204-97).
1.2. Требования охраны труда, изложенные в инструкции по охране труда при работе на заточном станке, распространяются на лиц, выполняющих обработку металлов на металлорежущих станках (токарных, сверлильно-расточных, фрезерных, строгальных, долбежных, протяжных, зуборезных, отрезных, шлифовальных), а также совмещающих другие профессии с профессиями токаря, фрезеровщика, зуборезчика, шлифовщика, изолировщика, заточника (станочника широкого профиля).
1.3. К выполнению процесса обработки металлов резанием допускаются лица не моложе 18 лет, прошедшие медицинский осмотр, имеющие соответствующую профессию, квалификационный разряд, прошедшие инструктажи по охране труда и обучение безопасным методам выполнения работ.
1.4. Инструктаж по охране труда и обучение безопасным приемам и методам работы обязательны для всех работающих и вновь поступающих на работу, в том числе для проходящих производственную практику.
1.5. При выполнении работ станочник может контактировать с опасными и вредными производственными факторами. ОПАСНЫМ производственным фактором называется фактор, воздействие которого на работающего, в определенных условиях, может привести к травме или к внезапному ухудшению здоровья, ВРЕДНЫМ — к снижению работоспособности или к заболеваниям.
1.6. При работе на заточном станке возможно воздействие на работающих следующих опасных производственных факторов:
— отсутствие защитного кожуха абразивного круга и защитного экрана;
— травмирование глаз (ранение, засорение, ожоги);
— ранения осколками абразивного круга или инструмента из-за большого зазора между подручником станка и абразивным кругом;
— захват одежды или волос вращающимися деталями станка;
— неисправности электрооборудования станка и заземления его корпуса. 1.7. При выполнении работы, в соответствии с видом опасных и вредных производственных факторов, работник обязан пользоваться средствами индивидуальной защиты (спецодеждой, спецобувью и предохранительными приспособлениями: очками, респиратором, наушниками и др.) с обязательным выполнением правил личной гигиены. При выполнении работ на полу около станка должна быть деревянная решетка с диэлектрическим резиновым ковриком.
1.8. При применении на станках обильного охлаждения эмульсиями, маслами, скипидаром, керосином рабочим выдаются защитные пасты.
1.9. Наряду с требованиями настоящей Инструкции станочник должен соблюдать:
— требования, изложенные в тарифно-квалификационных характеристиках, предъявляемые к уровню теоретических и практических знаний работающего соответствующей квалификации;
— технологический процесс выполняемой работы;
— правила технической эксплуатации оборудования, приспособлений, инструмента, при помощи которых он работает или которые обслуживает;
— правила внутреннего трудового распорядка.
1.10. При выполнении порученной работы станочник не должен покидать свое рабочее место без разрешения руководителя или принимать участие в производстве работ, ему не порученных. Во время работы не разрешается курить и принимать пищу.
1.11. Если пол скользкий (облит маслом, эмульсией), рабочий обязан потребовать, чтобы его посыпали опилками, или сделать это самому.
1.12. Масса груза при ручной переноске по ровной поверхности не должна превышать: для мужчин — 20 кг, для женщин — 10 кг, для юношей от 16 до 18 лет — 16 кг. В остальных случаях груз должен перемещаться с помощью механизмов и приспособлений. Работы по установке на станки, прессы, транспортные устройства деталей, приспособлений, инструмента массой более 20 кг должны быть механизированы.
1.13. Запрещается пользоваться инструментами, приспособлениями, работать на оборудовании, обращению с которыми работник не обучен и не проинструктирован.
1.14. В случаях травмирования или недомогания необходимо прекратить работу, известить об этом руководителя работ и обратиться в медицинское учреждение.
1.15. Обо всех замеченных неисправностях станков, оборудования и устройств необходимо немедленно сообщить руководителю подразделения.
1.16. За нарушение требований настоящей инструкции станочник несет ответственность согласно действующему законодательству РФ.
2. Требования охраны труда перед началом работы
2.1. При выполнении опасных и редко выполняемых работ станочник должен получить целевой инструктаж по безопасности труда от руководителя.
2.2. Перед началом работ необходимо привести в порядок рабочую одежду, убрать волосы под головной убор, приготовить необходимый инструмент, крючок для удаления стружки, предохранительные приспособления (очки, наушники, респиратор), осмотреть станочное оборудование, грузоподъемные средства и инструмент, определить их исправность и готовность к использованию.
2.3. Рабочее место должно быть чистым и достаточно освещенным, проходы, места у станочного оборудования свободны от инструментов, деталей и расходного материала. Оснастка, заготовки, готовые детали и отходы производства должны находиться на специальных стеллажах, столах, в таре.
2.4. Станочное оборудование и верстаки должны быть оборудованы низковольтным освещением. При использовании на станках люминесцентного освещения должна быть обеспечена защита обслуживающего персонала от стробоскопического эффекта, появляющегося на движущихся частях станка.
2.5. Перед пуском станка необходимо проверить наличие и исправность:
— ограждений зубчатых колес, приводных ремней, валиков, приводов и др., а также токоведущих частей аппаратуры (пускателей, рубильников и др.). Откидные, раздвижные и съемные ограждения должны удерживаться от самопроизвольного перемещения;
— заземляющих устройств;
— предохранительных устройств для защиты от стружки, охлаждающих жидкостей. Шланги, подводящие охлаждающую жидкость, должны размещаться так, чтобы было исключено соприкосновение их с режущим инструментом и движущимися частями станка;
— устройств для крепления инструмента (отсутствие трещин, прочность крепления пластинок твердого сплава, стружколомающих порогов и пр.).
2.6. Станочник должен обеспечить достаточную смазку станка, пользуясь при этом специальными приспособлениями, проверить правильность работы блокирующих устройств и убедиться, что на станке нет посторонних предметов.
2.7. При включении станка на холостом ходу проверяется:
— исправность органов управления (механизмов главного движения, подачи, пуска, останова движения и др.);
— исправность системы смазки и охлаждения;
— исправность фиксации рычагов включения и переключения (должна быть исключена возможность самопроизвольного переключения);
— нет ли заеданий или излишней слабины в движущихся частях станка (в шпинделе, в продольных и поперечных салазках суппорта).
2.8. Режущий, измерительный, крепежный инструмент и приспособления должны быть разложены в удобном для пользования порядке. Работать разрешается только исправным инструментом, приспособлениями и применять их строго по назначению.
2.9. Режущий инструмент должен быть правильно заточен, хвостовики и посадочные места не должны иметь повреждений, деформаций.
2.10. Гаечные ключи должны иметь зев, соответствующий размеру гаек, головок болтов, быть без трещин, выбоин и заусениц. Губки ключей должны быть параллельны. Раздвижные ключи не должны иметь излишней слабины в подвижных частях. Не разрешается пользоваться гаечными ключами, подкладывая пластинки между гайками и ключом, наращивать рукоятки ключей при помощи другого ключа, труб и др. предметов.
2.11. Ручные инструменты для рубки и пробивки металла (зубила, крейцмейсели, бородки, просечки и др.) должны отвечать следующим требованиям:
— режущая кромка не должна иметь повреждений; боковые грани в местах, где инструмент поддерживают руками, не должны иметь острых кромок, заусениц и трещин;
— длина инструмента должна быть не менее 150 мм, кернера — 100 мм.
2.12. Напильники, рашпили, шаберы, молотки должны быть прочно насажены на деревянные ручки.
2.13. Абразивные круги должны быть надежно закреплены, не иметь трещин и выбоин. Между кругом и зажимными фланцами необходимы прокладки толщиной 0,5 — 1 мм. Зазор между абразивным кругом и подручником должен быль не более 3 мм.
2.14. Запрещается работать на неисправном оборудовании, использовать неисправный инструмент, самостоятельно производить ремонт станков и оборудования, не предусмотренный квалификационной характеристикой работающего.
3. Требования охраны труда во время работы
3.1. Требования безопасности должны выполняться на протяжении всего технологического процесса, включая операции технического контроля, транспортировки, складирования объектов обработки и уборки отходов производства.
3.2. Технологические процессы, связанные с опасностью взрыва и пожара, должны проводиться с соблюдением специальных дополнительных требований (обработка бериллия, его сплавов, титановых, магниевых сплавов и др.).
3.3. Работать на станках, автоматических линиях и других металлообрабатывающих механизмах при отсутствии или неисправности блокирующих устройств пуска станков с защитными ограждениями зубчатых, ременных, цепных передач, редукторов запрещается.
3.4. Не допускается работать на станках в рукавицах или перчатках, а также с забинтованными пальцами без напальчников.
3.5. Перед установкой на станке детали необходимо протереть ее и поверхность закрепляющих устройств.
3.6. Устанавливать и снимать режущий инструмент можно только после полной остановки станка.
3.7. При одновременном закреплении нескольких заготовок зажим их должен быть равномерным.
3.8. Перемещения рукояток при зажиме и отжиме изделия не должны быть направлены в сторону инструмента.
3.9. При обработке резанием заготовок, выходящих за пределы оборудования, должны быть установлены переносные ограждения и знаки безопасности.
3.10. При обработке деталей следует применять режимы резания, указанные в операционной карте для данной детали. Нельзя увеличивать установленные режимы резания без ведома мастера.
3.11. Во время работы станка нельзя брать или подавать через работающий станок какие-либо предметы, подтягивать болты, гайки и другие соединительные детали станка.
3.12. Ручная проверка размеров обрабатываемых деталей и снятие деталей для контроля должны производиться только при отключенных механизмах вращения или перемещения заготовок, инструмента, приспособлений. Во время работы станков и механизмов проверка размеров деталей должна осуществляться автоматически действующими контрольно-измерительными приборами или специальными устройствами.
3.13. Охлаждать режущий инструмент мокрыми тряпками или щетками запрещается.
3.14. На металлорежущих станках, имеющих приспособления для охлаждения режущего инструмента свободно падающей струей (поливом) или распыленной жидкостью, выделяющей вредные аэрозоли, должны быть оборудованы газоприемники для удаления этих аэрозолей непосредственно с места их образования. Нельзя работать на станках и механизмах при разбрызгивании или растекании СОЖ, масла на пол. Для защиты от брызг должны устанавливаться щитки.
3.15. Работать на металлообрабатывающих станках при отсутствии или неисправности экранов и ограждений, защищающих работающих от отлетающих стружек и частиц металла, запрещается.
3.16. Если станки по своей конструкции не обеспечены защитными устройствами (экранами), необходимо пользоваться защитными очками. При обработке хрупких металлов (чугуна, бронзы, латуни), а также пластмассы и текстолита, дающих отлетающую стружку, и при дроблении стальной стружки в процессе обработки должны применяться пылестружкоприемники (отсосы), удаляющие пыль и стружку с места их образования. При обработке вязких металлов, дающих сливную стружку, необходимо применять резцы со специальными стружколомающими устройствами.
3.17. Станочник должен следить за своевременным удалением стружки с рабочего места и станка, не допускать наматывания стружки на обрабатываемый предмет или резец, не направлять вьющуюся стружку на себя. Для удаления стружки необходимо пользоваться щетками, крючками и кисточками с деревянными ручками длиной не менее 250 мм. Запрещается удалять стружку непосредственно руками, применять случайный инструмент или крючки с ручкой в виде петли.
3.18. При возникновении вибрации надо остановить станок и принять меры к ее устранению, проверить крепление резца и детали.
3.19. Станочник должен остановить станок и выключить электродвигатель при:
— уходе от станка даже на короткое время;
— временном прекращении работы;
— перерыве в подаче электроэнергии;
— уборке, смазке, чистке станка;
— обнаружении неисправности в оборудовании;
— подтягивании болтов, гаек и других соединительных деталей станка;
— установке, измерении и съеме детали;
— проверке или зачистке режущей кромки резца;
— снятии и надевании ремней на шкивы станка.
3.20. К производству работ с помощью грузоподъемных машин, управляемых с пола, и подвешиванию груза на крюк этих машин рабочие допускаются после инструктажа и проверки навыков по управлению машинами и застропке грузов.
3.21. Не допускается мыть руки в масле, эмульсии, керосине, вытирать их обтирочными концами, загрязненными стружкой.
3.22. При приготовлении растворов порошкообразных и гранулированных моющих средств для промывки систем охлаждения работающие должны использовать маски или респираторы.
3.23. Освобождающаяся тара и упаковочные материалы должны своевременно удаляться с рабочих мест в отведенные для этой цели места.
3.24. Обтирочный материал (ветошь) хранят в специальной, плотно закрывающейся металлической таре, в специально отведенных местах. По мере накопления использованных обтирочных материалов, но не реже одного раза в смену, тара должна очищаться.
3.25. Хранение и транспортировка СОЖ должна осуществляться в чистых стальных бочках, бидонах, банках, а также в емкостях, изготовленных из белой жести или пластмассы.
3.26. Уборка рабочих мест от стружки и пыли должна производиться способом, исключающим пылеобразование. Не допускается обдувать сжатым воздухом обрабатываемую поверхность и станок.
3.27. При ремонте станка на пульте управления должна быть вывешена табличка с надписью «НЕ ВКЛЮЧАТЬ! РЕМОНТ».
3.28. Требования охраны труда при работах на заточных станках.
3.28.1. Все вращающиеся абразивные инструменты (круги) на станках, а также концы шпинделей (валов) с конусами, резьбой, гайками должны быть закрыты защитными кожухами, крепление которых должно надежно удерживать кожух в случае разрыва круга.
3.28.2. Шлифовальные и заточные станки с горизонтальной осью вращения круга, при работе на которых обрабатываемая деталь удерживается руками, должны быть оборудованы защитными экранами со смотровыми окнами. При невозможности использования защитного экрана должны применяться защитные козырьки, закрепляемые на голове рабочего, или защитные очки.
3.28.3. Шлифовальные станки, предназначенные для работы с окружной скоростью круга 60 м/с и более, должны иметь дополнительные защитные устройства в виде металлических экранов и ограждений, закрывающих рабочую зону во время шлифования, и щитков, закрывающих открытый участок круга при отводе последнего.
3.28.4. Круглошлифовальные станки должны иметь устройства, исключающие отход пиноля задней бабки в процессе шлифования.
3.28.5. Полировочные и шлифовальные (сухого шлифования) станки должны быть оборудованы местной вытяжной вентиляцией. Работать при отсутствии или неисправности вентиляции не разрешается.
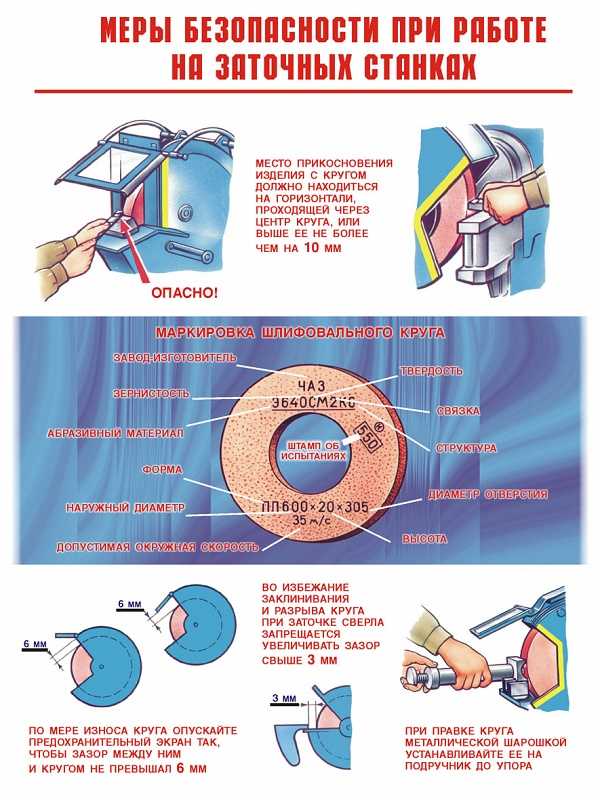
3.28.6. При заточке, полировке и шлифовке изделий, удерживаемых в руках, должны применяться специальные приспособления (подручники) и оправки. Подручники должны быть передвижными для обеспечения возможности их установки в нужное положение, а также иметь достаточную по величине площадку для устойчивого положения обрабатываемой детали. Зазор между краем подручника и рабочей поверхностью круга должен быть не более 3 мм. Подручники должны устанавливаться так, чтобы верхняя точка соприкосновения изделия с кругом находилась выше горизонтальной плоскости, проходящей через центр круга, но не более чем на 10 мм.
3.28.7. Круги, устанавливаемые на станок, должны быть хорошо отцентрированы, иметь отметки об испытании, пройти тщательный осмотр и проверку на отсутствие трещин. Установку инструмента (кругов) должен производить специально обученный рабочий или наладчик. Круги необходимо оберегать от ударов и толчков.
3.28.8. Полировальные круги на деревянном диске должны закрепляться на шпинделе станка с помощью фланцев одинакового диаметра с внутренними выточками на прижимных поверхностях.
3.28.9. Центровка и удаление выступающих частей полировальных кругов (войлочных и шитых матерчатых) должны производиться на специальном (обдирочном) станке, оборудованном защитным кожухом и местной вытяжной вентиляцией.
3.28.10.Использование полировальных кругов с выработкой и неисправностями не разрешается.
3.28.11.К работе на вновь установленном круге можно приступать только после его обкатки с допустимой рабочей скоростью на холостом ходу в течение 2-х минут. При этом необходимо принять меры по обеспечению безопасности работающих и окружающих лиц в случае разрыва круга.
3.28.12.Абразивный и эльборовый инструмент, предназначенный для работ с применением СОЖ, эксплуатировать без применения СОЖ не допускается.
3.28.13.Абразивное полотно ленточно-шлифовальных станков должно ограждаться кожухом по всей длине полотна, за исключением зоны контакта с заготовкой.
3.28.14.При шлифовке наждачным полотном подачу его необходимо осуществлять специальными приспособлениями. Запрещается подача полотна руками.
3.28.15.Полировочная паста в твердом состоянии должна наноситься на полировальные круги на малой скорости вращения при помощи специальных оправок, удерживающих пасту. Запрещается удерживать твердую пасту руками.
3.28.16.Полировочная паста в жидком состоянии должна наноситься на полировальные круги на малой скорости вращения при помощи кистей и при установленном защитном кожухе. Запрещается наносить жидкую пасту поливом.
3.28.17.При правке шлифовальных кругов алмазным инструментом типа карандашей, алмазов в оправах и т.п. необходимо обеспечить их взаимное расположение, исключающее возможность заклинивания инструмента.
3.28.18.Алмазную и металлическую пыль, которая не попала в местный отсос, необходимо удалять со станка при помощи щетки-сметки и совка, при этом обязательно надевать защитные очки. Выполнять эту работу руками не разрешается.
3.28.19.По окончании работы с охлаждающей жидкостью нужно выключить подачу жидкости и включить станок на холостой ход на 2 — 3 минуты для просушки круга.
3.28.20.При работе на заточных, шлифовальных и полировочных станках запрещается:
— пользоваться кругами, имеющими трещины или выбоины;
— удерживать обрабатываемую заготовку на весу;
— приближать лицо к вращающемуся шпинделю и детали при наблюдении за ходом обработки;
— использование рычага или любого другого устройства для прижима детали к абразивному кругу на станках с ручной подачей изделий;
— применять ударный инструмент и насадки на гаечные ключи при закреплении абразивного и алмазного инструмента;
— производить полировку кругами, составленными из прошитых и непрошитых матерчатых (бязевых) секций, если ширина обрабатываемой детали меньше толщины секции или если деталь имеет острые выступы;
— балансировать полировальный круг срезанием неуравновешенных его частей ножом при быстром вращении круга;
— подрезка и правка полировальных капроновых щеток карборундовым кругом. Эта операция должна производиться резцом на специальном станке;
— применять полировальные круги, состоящие из различных материалов;
— допускать предельное срабатывание кругов;
— работать боковой поверхностью абразивного круга (если круг не предназначен специально для такой работы);
— пользоваться кругами с минеральной связкой при мокром шлифовании.
3.29. При работе на станке строго запрещается нарушать требования инструкции по охране труда при работе на заточном станке.
4. Требования охраны труда в аварийных ситуациях
4.1. В случае возникновения возгорания, поломки оборудования и других аварийных ситуаций работник должен:
— остановить работу,
— отключить станок,
— немедленно сообщить руководителю цеха о случившемся, при необходимости позвонить в диспетчерскую по тел. 59-53-49, 8-919-289-8520;
— воспользоваться первичными средствами пожаротушения, если это не угрожает жизни, в противном случае приступить к эвакуации людей из опасной зоны, покинуть опасную зону самому,
— обеспечить сохранность обстановки аварийной ситуации или несчастного случая, если это не представляет опасности для жизни и здоровья людей и не приведет к осложнению аварийной обстановки.
4.2. При несчастном случае на производстве:
— сообщить руководителю подразделения, диспетчеру по тел. 59-53-49, 8-919-289-8520;
— организовать первую доврачебную помощь пострадавшему и при необходимости доставку его в медицинскую организацию;
— принять неотложные меры по предотвращению развития аварийной или иной чрезвычайной ситуации и воздействия травмирующих факторов на других лиц;
— сохранить до начала расследования несчастного случая обстановку, какой она была на момент происшествия, если это не угрожает жизни и здоровью других лиц и не ведет к катастрофе, аварии или возникновению иных чрезвычайных обстоятельств, а в случае невозможности ее сохранения – зафиксировать сложившуюся обстановку (составить схемы, провести другие мероприятия).
5. Требования охраны труда по окончании работы
5.1. По окончании работы станочник должен:
— выключить оборудование, привести в порядок рабочее место, убрать со станка стружку, инструмент, приспособления, очистить станок от грязи, вытереть и смазать трущиеся части станка, сложить готовые изделия, заготовки, другие материалы и индивидуальные средства защиты на отведенные для них места;
— спецодежду и спецобувь положить в личный шкаф для спецодежды, в случае ее загрязнения сдать в стирку (заменить);
— вымыть руки и лицо водой с мылом или принять душ.
Техника безопасности при работе на заточных станках
При работе на заточных станках, кроме правил техники безопасности, относящихся ко всем типам шлифовальных станков, должны быть приняты дополнительные меры предохранения:
- от осколков разорвавшегося шлифовального круга,
- от абразивной пыли и стружки,
- от попадания руки работающего на станке под шлифовальный круг при работе вручную,
- от вырывания затачиваемого изделия из рук заточника или из приспособления.
Все шлифовальные круги до выдачи на рабочее место должны быть испытаны на специальном станке, причем окружная скорость шлифовального круга при испытании должна на 50% превышать скорость, указанную на круге.
Перед установкой на станок шлифовальный круг должен быть проверен на звук (отсутствие трещин).
Все шлифовальные круги, установленные на станках, должны быть закрыты предохранительными кожухами. Кожухи должны изготовляться из стали — сварной или литой. Толщина стенок, размер, расположение и угол раскрытия кожуха должны соответствовать правилам техники безопасности при работе на шлифовальных станках.
Все новые шлифовальные круги при установке на станок должны проработать вхолостую при полной рабочей скорости, по крайней мере, в продолжение одной минуты. Рабочий, обслуживающий станок, в это время должен находиться на некотором расстоянии от шлифовального круга.
Особенно осторожно следует обращаться с кругами, которые хранились в холодном складе, а также утром, при начале работы, в холодном помещении. В этих случаях изделие должно подаваться на круг очень медленно, так как при этом круг нагревается постепенно, и возможность его разрыва уменьшается.
При работе на заточных станках вручную, без охлаждающей жидкости необходимо защищать глаза специальными очками.
На заточных станках, работа на которых производится без охлаждающей жидкости, для улавливания абразивной пыли и мелкой стружки устанавливаются пылесосы. Пылесосы могут быть групповыми или индивидуальными. При групповом пылесосе на станках устанавливаются пылеприемники, причем чаще всего они же являются и защитными кожухами для шлифовальных кругов. Каждый такой пылеприемник соединен гибкой или жесткой трубой с общей пылеотсасывающей трубой.
Отсос пыли производится мощным вентилятором, установленным в отдельном помещении.
При индивидуальном пылеотсосе на каждом станке, помимо пылеприемника, устанавливаются вентилятор и пылеотстойник. Всасывающее отверстие вентилятора соединяется трубой с пылеприемником, а выхлопное отверстие — с пылеотстойником.
Конструкция вентилятора для индивидуальных установок очень проста и состоит из корпуса., крылатки и фланцевого электродвигателя. Крылатка помещается внутри корпуса и насаживается на конец вала электродвигателя, установленного на корпусе.
На заточных станках отечественного производства очень часто применяются отстойники с водяным пылеулавливателем и отстойники с фильтром. У отстойников с водяным пылеулавливателем струя воздуха из вентилятора направляется в бак с водой, где воздух, ударяясь о воду, очищается от пыли и стружки и выходит в цеховое помещение или отводится наружу. В отстойниках с фильтром струя воздуха из вентилятора направляется в бак, наполненный стружкой из цветного металла или фарфоровыми трубочками, причем то и другое должно быть смочено машинным маслом. Воздух, проходя через поры фильтра, благодаря наличию в нем масла очищается от абразивной пыли и стружки и очищенный выходит в помещение цеха. Для обеспечения хорошей работы фильтра его нужно периодически промывать в керосине или эмульсии, а затем смачивать в машинном масле.
Пылеотсасывающие устройства на заточных станках не обеспечивают полного отсоса образующейся при работе абразивной пыли и стружки, поэтому на большинстве заточных станков заточка производится с применением охлаждающей жидкости. Охлаждающая жидкость не только способствует улучшению условий труда заточников, но и обеспечивает более качественную заточку. Подача охлаждающей жидкости на заточных станках производится так же, как и на обычных шлифовальных станках.
Для сбора отработанной жидкости на каждом заточном станке имеются отводы, откуда Охлаждающая жидкость по трубопроводу стекает в бак-отстойник.