Правила безопасности при проведении сварочных работ
Техника безопасности при производстве сварочных работ
Главная » Статьи » Техника безопасности при производстве сварочных работ
К работам со сварочным оборудованием допускаются лица, не моложе 18 лет, прошедшие медицинский осмотр.
Перед началом сварки необходимо проверить исправность изоляции сварочных проводов и электрододержателей, который должен прочно удерживать электрод. Рукоятка электрододержателя должна быть изготовлена из диэлектрического и теплоизолирующего материала.
Перед производством сварочных работ необходимо привести в порядок специальную брезентовую одежду.
Сварочные работы выполнять в рукавицах, защищающих кожу рук от ожогов, брызг металла и действия лучей электрической дуги.
Для защиты лица глаз при электродуговой сварке пользоваться шлемами-масками.
Для защиты окружающих рабочих от действия лучей электрической дуги рабочее место сварщика ограждают переносными щитами или ширмами, которые устанавливаются с трех сторон (прежде всего со стороны основных проходов) и перемещать при изменении фронта сварки.
Сварочные агрегаты, находящиеся на открытом воздухе, должны быть закрыты от атмосферных осадков навесом или брезентом.
Сварочные работы во время дождя, грозы или снегопада должны прекращаться.
При проверке сварочного оборудования внимание следует обратить на наличие защитного заземления целостность изоляции токопроводящих проводов и обеспечение защиты от случайных повреждений.
Незаземленный корпус агрегата считается под напряжением и прикосновение к нему опасно.
Запрещается перемещать электросварочные агрегаты с места на место, не отключив их предварительно от питающей сети.
Ежедневно перед началом смены необходимо осмотреть провода сварочной цепи и исправить их изоляцию в местах повреждения.
Сварщики, работающие на высоте, должны быть снабжены пеналами или сумками для электродов и ящиками для огарков.
Разбрасывать огарки запрещается.
При ручной дуговой электросварке до начала работ необходимо проверить правильность присоединения к питающей электросети сварочного трансформатора.
Провода к сварочному агрегату должны быть защищены от механических повреждений. Длина проводов между питающей сетью и передвижными сварочными агрегатами для ручной дуговой сварки не должна превышать 15 м.
При прокладке проводов и при каждом их перемещении следует принимать меры против механических повреждений. Запрещается применение электросварочных проводов с поврежденной оплеткой и изоляцией. При повреждении оплетки проводов последние должны заключаться в резиновую трубку.
При возведении здания в зимних условиях требуются дополнительные мероприятия для ускорения набора прочности бетонируемых конструкций, в том числе электроподогрев. При эксплуатации проводов, греющих элементов и силового питающего оборудования помимо общих правил безопасного производства работ согласно СНиП 12-03-2001 «Техника безопасности в строительстве» следует руководствоваться «Правилами технической эксплуатации и безопасности электроустановок промышленных предприятий». Зона, где производится электрообогрев бетона, должна быть ограждена. На видном месте помещаются предупредительные плакаты, правила по технике безопасности, противопожарные средства, в ночное время ограждение зоны
должно быть освещено, для чего на нем устанавливаются красные лампочки, автоматически загорающиеся при подаче напряжения на линию обогрева.
Все металлические токоведущие части электрооборудования и арматуру надежно заземлить, присоединив к ним нулевой провод питающего кабеля. При использовании защитного контура заземления перед включением напряжения необходимо проверить сопротивление контура, которое должно быть не более 4 ОМ.
Около трансформаторов, рубильников, распределительных щитков устанавливаются настилы, покрытые резиновыми ковриками.
Проверку сопротивления изоляции с помощью мегомера производит персонал, квалификационная группа которого по технике безопасности не ниже III.
Концы проводов, которые могут оказаться под напряжением, необходимо изолировать или оградить.
Участок обогрева бетона должен постоянно находиться под надзором дежурного электрика.
Запрещается:
доступ посторонних лиц в зону обогрева;
хождение людей, размещение посторонних предметов на поверхности обогреваемых конструкций;
подключать в сеть находящиеся на воздухе нагревательные провода, частично или полностью не забетонированные конструкции;
подключать под напряжение нагревательные провода с механическими повреждениями изоляции, а также ненадежно выполненными коммутационными соединениями;
проводить работы по электрообогреву в сырую погоду, во время оттепели, без ограждения зоны электрообогрева;
Электробезопасность на строительной площадке, участках производства работ и рабочих местах при обогреве монолитных конструкций необходимо обеспечивать в соответствии с требованиями ГОСТ 12.1.013 - 78 «Строительство. Электробезопасность. Общие требования». Лица, занятые на строительно-монтажных работах, должны быть обучены безопасным способам ведения работ, а также уметь оказать первую доврачебную помощь при травме.
В строительно-монтажной организации должен быть инженерно-технический работник, ответственный за безопасную эксплуатацию электрохозяйства организации, имеющий квалификационную группу по технике безопасности не ниже IV.
При устройстве электрических сетей необходимо предусматривать возможность отключения всех электроустановок в пределах отдельных участков и объектов производства работ.
Работы, связанные с присоединением (отсоединением) проводов, должны выполняться специалистами по электротехнике, имеющими соответствующую квалификационную группу по технике безопасности.
В течении всего периода эксплуатации электроустановок на строительных площадках должны быть установлены знаки безопасности по ГОСТу 12.4.026-76.
Технический персонал, проводящий электрообогрев бетона должен пройти обучение и проверку знаний квалификационной комиссией по технике безопасности с получением соответствующих удостоверений. Дежурные электромонтеры должны иметь квалификацию не ниже III группы.
Рабочие, занятые на электрообогреве бетона, должны быть снабжены резиновыми сапогами или диэлектрическими галошами, а электромонтеры, кроме того, резиновыми перчатками. Подключение проводов, замеры температуры техническими термометрами производят при отключенном напряжении.
studfiles.net
Техника безопасности на сварочном участке
Требования безопасности перед началом работы
· Проверить исправность средств индивидуальной защиты и предохранительных приспособлений (щитки, темные стекла, очки и т.д.). Запрещается надевать промасленную и рваную спецодежду и обувь.
· Привести в порядок рабочее место, убрать лишние предметы, мешающие в работе, а также легковоспламеняющиеся материалы. Не устанавливать сварочные аппараты в загроможденных местах.
· Электросварщик путем проверки должен убедиться в полной исправности электросварочной аппаратуры, измерительных приборов, изоляции токоведущих проводов, плотности соединения всех контактов. Заземление сварочной установки (корпус аппарата, стол и т.д.) должно выполняться с помощью гибких медных проводов перед началом работы и не сниматься до ее окончания.
· Помнить, что рабочее место сварщика должно иметь хорошую освещенность не менее 150лк, на что перед началом работы необходимо обратить внимание.
· Знать, что при ведении сварочных работ необходимо обеспечить рабочее место средствами пожаротушения.
Требования безопасности во время работы
· Следить, чтобы руки, обувь и одежда были всегда сухими, так как работа электросварщика связана с применением электрического тока.
· Напряжение на зажимах генератора или трансформатора, применяемых для питания электросварочных постов, в момент зажигания дуги не должно превышать 110 В для машин постоянного тока и 70 В для машин переменного тока.
· Провода, подводящие ток к распределительному щиту и от него к местам сварки, должны быть надежно изолированы путем заключения их в резиновые шланги. Эти провода должны быть защищены от действия высокой температуры и механических повреждений. Запрещается пользоваться проводами с нарушенной изоляцией, имеющих оголенные соединения и т.д.
· Для защиты лица и головы следует пользоваться специальным щитком или шлемом-маской. Если щиток или шлем имеют щели или трещины в стеклах, работать в них запрещается.
· Швы от шлака очистить металлической щеткой и при этом надевать защитные очки.
· Резать и сваривать металл навесу не разрешается.
· Во избежании разбрызгивания расплавленного металла предварительно очистить место сварки.
· Не оставлять электродержатель под током без надобности.
· Рабочее место электросварщика необходимо ограждать ширмой, окрашенной в матовый цвет в целях защиты глаз рабочих, занятых поблизости на других работах. Стационарное место работы электросварщика должно быть оборудовано вытяжной вентиляцией.
· При необходимости сварочных работ вблизи электроустановок кабелей и других токоведущих частей электроустановок, последние должны быть ограждены от возможного прикасания.
· Запрещается одновременное производство сварочных работ и работ с пневмоинструментом на одной конструкции или на одном предмете.
· При производстве сварочных работ в сырую погоду (под навесом или в сырых помещениях) кроме резиновых диэлектрических галош необходимо применять деревянный настил и резиновый коврик.
· Закрытые металлические емкости должны быть освещены светильниками, расположенными снаружи, или ручными переносными лампами напряжением не более 12 В. Трансформатор для подключения переносных ламп устанавливается вне свариваемого объекта, вторичная обмотка его должна быть заземлена.
· Запрещается одновременная работа внутри закрытых конструкций электросварщиков и газосварщиков.
Требования безопасности по окончании работы
· Электросварщик обязан:
ü Отключить от электрической сети сварочный агрегат.
ü Осмотреть свое рабочее место, убрать материал и детали на специально отведенное место и сложить их устойчиво.
ü Собрать провода и защитные приспособления, уложить их в отведенное место.Убедиться, что после работы не осталось тлеющих предметов – ветоши, изоляционного материала и т.д.
ü Сообщить мастеру о всех неисправностях на рабочем месте.
ü Убрать спецодежду, инструмент и привести в порядок рабочее место.
1881г – Николай Банардос создал электрическо-дуговую сварку.
1888г – Славянов предложил использовать металический стержень.
Сварка- процесс получения неразъёмного соединения, путем расплавления основного и присадочного материала и установления межатомных связей между деталями, при их нагревании и пластическом деформировании.
Смертельная сила тока 0,1 А при напряжении 220В, или 380В

Щиток сварщика состоит из пластиковой маски, светофильтра, сменной защитной пластины светофильтра.
Опасные Факторы:
1) ультрафиолет
2) инфракрасное излучение
3) опасные газы
4) пыль
5) брызги жидкого металла
В состав электродов входят:
1) Шлакообразующие элементы
2) Газообразующие
3) Стабилизирующие
4) Легирующие
5) Связующие
Источник тока:
1) ВДМ1001( Выпрямитель дуговой многопостовой, МахI =1000A )
От него отходят 3 балластных реостата (Мах I = 300А)
2) MasterTig MLS2500 (инверторного типа)
Полярность
Прямая полярность – на электроде «-» , на изделии «+».
Обратная- наоборот.
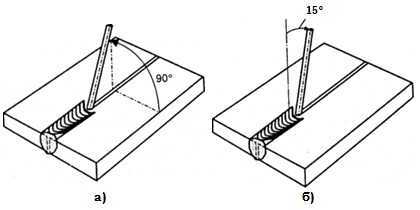
При сварке на электроде образуется катодное пятно, а на изделии анодное. Температура при прямой полярности такова: на кончике электрода 2600°С , на металле 3000°С , между ними 6000°С. При обратной полярности наоборот. Расстояние между электродом и изделием 2-3 мм. Угол наклона электрода –70-80°от изделия.
Электрическая сварочная дуга – стационарный мощный электрический заряд при значительной плотности тока от 0,5 до 100А на мм.кв. в сильно ионизированной газовой среде между 2-мя электродами, один из которых свариваемое изделие.
Основные марки электродов:
МР-З (монтажные с рутиловым покрытием)
УОНИ 13-45 (универсальная обмазка научно-исследовательского института)
В вертикальном положении нужно уменьшить силу тока на 10-15%,
А в потолочном на 15-20% от нижнего положения.
Виды сварки
Классификация
Современные способы сварки металлов можно разделить на две большие группы: сварка плавлением, или сварка в жидкой фазе, и сварка давлением, или сварка в твёрдой фазе. При сварке плавлением расплавленный металл соединяемых частей самопроизвольно, без приложения внешних сил соединяется в одно целое в результате расплавления и смачивания в зоне сварки и взаимного растворения материала. При сварке давлением для соединения частей без расплавления необходимо значительное давление. Граница между этими группами не всегда достаточно чёткая, например возможна сварка с частичным оплавлением деталей и последующим сдавливанием их (контактная электросварка). В предлагаемой классификации в каждую группу входит несколько способов. К сварке плавлением относятся: дуговая, плазменная, электрошлаковая, газовая, лучевая и др. К сварке давлением - горновая, холодная, ультразвуковая, трением, взрывом и др. В основу классификации может быть положен и какой-либо др. признак. Например, по роду энергии могут быть выделены следующие виды сварки электрическая (дуговая, контактная, электрошлаковая, плазменная, индукционная и т. д.), механическая (трением, холодная, ультразвуковая и т. п.), химическая (газовая, термитная), лучевая (фотонная, электронная, лазерная).
Сварка плавлением
Простейший способ сварки - ручная дуговая сварки - основан на использовании электрической дуги. К одному полюсу источника тока гибким проводом присоединяется держатель, к другому - свариваемое изделие. В держатель вставляется угольный или металлический электрод. При коротком прикосновении электрода к изделию зажигается дуга, которая плавит основной металл и стержень электрода (при металлическом электроде), образуя сварочную ванну, дающую при затвердевании сварной шов. Температура сварочной дуги 6000-10000 С (при стальном электроде). Для питания дуги используют ток силой 100-350 а, напряжением 25-40 в от специальных источников.
При дуговой сварке кислород и азот атмосферного воздуха активно взаимодействуют с расплавленным металлом, образуют окислы и нитриды, снижающие прочность и пластичность сварного соединения. Существуют внутренние и внешние способы защиты места сварки введение различных веществ в материал электрода и электродного покрытия (внутренняя защита), введение в зону сварки инертных газов и окиси углерода, покрытие места сварки сварочными флюсами (внешняя защита). При отсутствии внешних средств защиты сварочная дуга называется открытой, при наличии их - защищенной или погруженной. Наибольшее практическое значение имеет электросварка открытой дугой покрытым плавящимся электродом. Высокое качество сварного соединения позволяет использовать этот способ при изготовлении ответственных изделий. Одной из важнейших проблем сварочной техники является механизация и автоматизация дуговой сварки. При изготовлении изделий сложной формы часто более рациональной оказывается полуавтоматическая дуговая сварки, при которой механизирована подача электродной проволоки в держатель сварочного полуавтомата. Защиту дуги осуществляют также сварочным флюсом. Идея этого способа, получившего название сварки под флюсом, принадлежит Н. Г. Славянову (конец 19 в.), применившему в качестве флюса дроблёное стекло. Промышленный способ разработан и внедрён в производство под руководством академика Е. О. Патона (40-е гг. 20 в.). сварка под флюсом получила значительное промышленное применение, т. к. позволяет автоматизировать процесс, является достаточно производительной, пригодна для осуществления различного рода сварных соединений, обеспечивает хорошее качество шва. В процессе С. дуга находится под слоем флюса, который защищает глаза работающих от излучений, но затрудняет наблюдение за формированием шва.
При механизированных способах сварки применяют газовую защиту - сварка в защитных газах, или газоэлектрическая сварка. Идея этого способа принадлежит Н. Н. Бенардосу (конец 19 в.). Сварка осуществляется сварочной горелкой или в камерах, заполненных газом. Газы непрерывно подаются в дугу и обеспечивают высокое качество соединения. Используют инертные и активные газы. Наилучшие результаты даёт применение гелия и аргона. Гелий из-за высокой стоимости его получения используют только при выполнении специальных ответственных работ. Более широко распространена автоматическая и полуавтоматическая сварка в аргоне или в смеси его с другими газами неплавящимся вольфрамовым и плавящимся стальным электродами. Этот способ применим для соединения деталей обычно небольших толщин из алюминия, магния и их сплавов, всевозможных сталей, жаропрочных сплавов, титана и его сплавов, никелевых и медных сплавов, ниобия, циркония, тантала и др. Самый дешёвый способ, обеспечивающий высокое качество, - сварка в углекислом газе, промышленное применение которой разработано в 50-е гг. 20 в. в Центральном научно-исследовательском институте технологии и машиностроения (ЦНИИТМАШ) под руководством К. В. Любавского. Для сварки в углекислом газе используют электродную проволоку. Способ пригоден для соединения изделий из стали толщиной 1-30 мм.
К электрическим способам сварки плавлением относится электрошлаковая сварка, при которой процесс начинается, как при дуговой сварке плавящимся электродом - зажиганием дуги, а продолжается без дугового разряда. При этом значительное количество шлака закрывает сварочную ванну. Источником нагрева металла служит тепло, выделяющееся при прохождении электрического тока через шлак. Способ разработан в институте электросварки им. Е. О. Патона и получил промышленное применение (в конце 50-х гг.). Возможна электрошлаковая сварка металлов толщиной до 200 мм (одним электродом), до 2000 мм (одновременно работающими несколькими электродами). Она целесообразна и экономически выгодна при толщине основного металла более 30 мм. Электрошлаковым способом можно выполнять ремонтные работы, производить наплавку, когда требуется значительная толщина наплавляемого слоя. Способ нашёл применение в производстве паровых котлов, станин прессов, прокатных станов, строительных металлоконструкций и т. п.
Осуществление дуговой электросварки возможно также в воде (пресной и морской). Первый практически пригодный способ сварки под водой был создан в СССР в Московском электромеханическом институте инженеров ж.-д. транспорта в 1932 под руководством К. К. Хренова. Дуга в воде горит устойчиво, охлаждающее действие воды компенсируется небольшим повышением напряжения дуги, которая плавит металл в воде так же легко, как и на воздухе. Сварка производится вручную штучным плавящимся стальным электродом с толстым (до 30% толщины электрода) водонепроницаемым покрытием. Качество сварки несколько ниже, чем на воздухе, металл шва недостаточно пластичен. В 70-е гг. в СССР в институте электросварки им. Е. О. Патона осуществлена сварка под водой полуавтоматом, в котором в качестве электрода использована т. н. порошковая проволока (тонкая стальная трубка, набитая смесью порошков), непрерывно подаваемая в дугу. Порошок является флюсом. Подводная сварка ведётся на глубине до 100 м, получила распространение в судоремонтных и аварийно-спасательных работах.
Один из перспективных способов сварки - плазменная сварка - производится плазменной горелкой. Сущность этого способа сварки состоит в том, что дуга горит между вольфрамовым электродом и изделием и продувается потоком газа, в результате чего образуется плазма, используемая для высокотемпературного нагрева металла. Перспективная разновидность плазменной сварки - сварка сжатой дугой (газы столба дуги, проходя через калиброванный канал сопла горелки, вытягиваются в тонкую струю). При сжатии дуги меняются её свойства: значительно повышается напряжение дуги, резко возрастает температура (до 20000-30000 С). Плазменная сварка получила промышленное применение для соединения тугоплавких металлов, причём автоматы и полуавтоматы для дуговой сварки легко могут быть приспособлены для плазменной при соответствующей замене горелки. Плазменную сварку используют как для соединения металлов больших толщин (многослойная сварка с защитой аргоном), так и для соединения пластин и проволоки толщиной от десятков мкм до 1 мм (микросварка, сварка. игольчатой дугой). Плазменной струей можно осуществлять также др. виды плазменной обработки, в том числе плазменную резку металлов.
Газовая сварка
Газовая сварка относится к способам сварка плавлением с использованием энергии газового пламени, применяется для соединения различных металлов обычно небольшой толщины - до 10 мм. Газовое пламя с такой температурой получается при сжигании различных горючих в кислороде (водородно-кислородная, бензино-кислородная, ацетилено-кислородная сварка и др.).
Промышленное применение получила ацетилено-кислородная газовая сварка. Существенное отличие газовой сварки от дуговой сварки - более плавный и медленный нагрев металла, Это обстоятельство определяет применение газовой сварки для соединения металлов малых толщин, требующих подогрева в процессе сварки (например, чугун и некоторые специальные стали), замедленного охлаждения (например, инструментальные стали) и т. д. Благодаря универсальности, сравнительной простоте и портативности оборудования газовая сварка целесообразна при выполнении ремонтных работ. Промышленное применение имеет также газопрессовая сварка стальных труб и рельсов, заключающаяся в равномерном нагреве ацетилено-кислородным пламенем металла в месте стыка до пластического состояния и последующей осадке с прессованием или проковкой.
Перспективными являются появившиеся в 60-е гг. способы лучевой сварки , также осуществляемые без применения давления. Электроннолучевая (электронная) сварка производится сфокусированным потоком электронов. Изделие помещается в камеру, в которой поддерживается вакуум (10-2-10-4 н/м2), необходимый для свободного движения электронов и сохранения концентрированного пучка электронов. От мощного источника электронов (электронной пушки) на изделие направляется управляемый электронный луч, фокусируемый магнитным и электростатическими полями. Концентрация энергии в сфокусированном пятне до 109 вт/см2. Перемещая луч по линии сварки , можно сваривать швы любой конфигурации при высокой скорости. Вакуум способствует меньшему окислению металла шва. Электронный луч плавит и доводит до кипения практически все металлы и используется не только для сварки , но и для резки, сверления отверстий и т. п. Скорость сварки этим способом в 1,5- 2 раза превышает скорость дуговой при аналогичных операциях. Недостаток этого способа - большие затраты на создание вакуума и необходимость высокого напряжения для обеспечения достаточно мощного излучения. Этих недостатков лишён др. способ лучевой сварки - фотонная (световая) сварка. В отличие от электронного луча, световой луч может проходить значительные расстояния в воздухе, не теряя заметно энергии (т. е. отпадает необходимость в вакууме), может почти без ослабления просвечивать прозрачные материалы (стекло, кварц и т. п.), т. е. обеспечивается стерильность зоны сварки при пропускании луча через прозрачную оболочку. Луч фокусируется зеркалом и концентрируется оптической системой (например, кварцевой линзой). При потребляемой мощности 50 квт в луче удаётся сконцентрировать около 15 квт.
Для создания светового луча может служить не только искусственный источник света, но и естественный - Солнце. Этот способ сварки , называется гелиосваркой, применяется в условиях значительной солнечной радиации, Для сварки используется также излучение оптических квантовых генераторов - лазеров, Лазерная сварка занимает видное место в лазерной технологии.
Сварка давлением
Способы сварки в твёрдой фазе дают сварное соединение, прочность которого иногда превышает прочность основного металла. Кроме того, в большинстве случаев при сварке давлением не происходит значительных изменений в химическом составе металла, т. к. металл либо не нагревается, либо нагревается незначительно. Это делает способы сварки давлением незаменимыми в ряде отраслей промышленности (электротехнической, электронной, космической и др.).
Холодная сварка выполняется без применения нагрева, одним только приложением давления, создающим значительную пластическую деформацию (до состояния текучести), которая должна быть не ниже определённого значения, характерного для данного металла. Перед сваркой требуется тщательная обработка и очистка соединяемых поверхностей (осуществляется обычно механическим путём, например вращающимися проволочными щётками). Этот способ сварки достаточно универсален, пригоден для соединения многих металлических изделий (проводов, стержней, полос, тонкостенных труб и оболочек) и неметаллических материалов, обладающих достаточной пластичностью (смолы, пластмассы, стекло и т. п.). Перспективно применение холодной сварки в космосе.
Для сварки можно использовать механическую энергию трения. Сварка трением осуществляется на машине, внешне напоминающей токарный станок. Детали зажимаются в патронах и сдвигаются до соприкосновения торцами. Одна из деталей приводится во вращение от электродвигателя. В результате трения разогреваются и оплавляются поверхностные слои на торцах, вращение прекращается и производится осадка деталей, сварка высокопроизводительна, экономична, применяется, например, для присоединения режущей части металлорежущего инструмента к державке.
Ультразвуковая сварка основана на использовании механических колебаний частотой 20 кгц. Колебания создаются магнитострикционным преобразователем, превращающим электромагнитные колебания в механические. На сердечник, изготовленный из магнитострикционного материала, намотана обмотка. При питании обмотки токами ВЧ из электрической сети в сердечнике возникают продольные механические колебания. Металлический наконечник, соединённый с сердечником, служит сварочным инструментом. Если наконечник с некоторым усилием прижать к свариваемым деталям, то через несколько секунд они оказываются сваренными в месте давления инструмента. В результате колебаний сердечника поверхности очищаются и немного разогреваются, что способствует образованию прочного сварного соединения. Этот способ сварки металлов малых толщин (от нескольких мкм до1,5 мм) и некоторых пластмасс нашёл применение в электротехнической, электронной, радиотехнической промышленности. В начале 70-х гг. этот вид сварки использован в медицине (работы коллектива сотрудников Московского высшего технического училища им. Н. Э. Баумана под руководством Г. А. Николаева в содружестве с медиками) для соединения, наплавки, резки живых тканей. При сварке и наплавке костных тканей, например отломков берцовых костей, рёбер и пр., конгломерат из жидкого мономера циакрина и твёрдых добавок (костной стружки и разных наполнителей и упрочнителей) наносится на поврежденное место и уплотняется ультразвуковым инструментом, в результате чего ускоряется полимеризация. Эффективно применение ультразвуковой резки в хирургии. Сварочный инструмент ультразвукового аппарата заменяется пилой, скальпелем или ножом. Значительно сокращаются время операции, потеря крови и болевые ощущения.
Одним из способов электрической сварки является контактная сварка, или сварка сопротивлением (в этом случае электрический ток пропускают через место сварки , оказывающее омическое сопротивление прохождению тока). Разогретые и обычно оплавленные детали сдавливаются или осаживаются, т. о. контактная сварка по методу осадки относится к способам сварки давлением (см. Контактная электросварка). Этот способ отличается высокой степенью механизации и автоматизации и получает всё большее распространение в массовом и серийном производстве (например, соединение деталей автомобилей, самолётов, электронной и радиотехнической аппаратуры), а также применяется для стыковки труб больших диаметров, рельсов и т. п.
Сварные соединения
Сварными называют неразъемные соединения, выполненные при помощи сварки. Они могут быть стыковыми, угловыми, нахлесточными, тавровыми и торцевыми (рис.17).
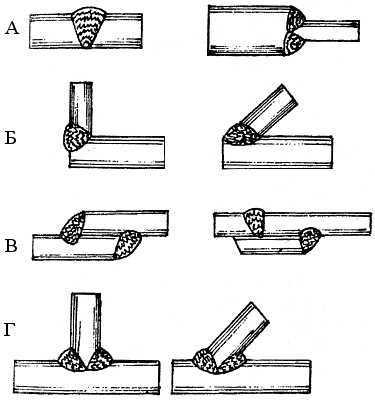
Рис.17 Соединения сварные: А-стыковые; Б-угловые; В-нахлесточные; Г-тавровые
Стыковым называют соединение двух деталей их торцами, расположенными в одной плоскости или на одной поверхности. Толщина свариваемых поверхностей может быть одинаковой или отличаться одна от другой. На практике стыковое соединение чаще всего применяют при сварке трубопроводов и различных резервуаров.
Угловое — сварное соединение двух элементов, расположенных под углом относительно друг друга и сваренных в месте примыкания их краев. Такие сварные соединения нашли широкое применение в строительной практике.
Нахлесточное - сварное соединение предусматривает наложение одного элемента на другой в одной плоскости с частичным перекрытием друг друга. Такие соединения чаще всего встречаются в строительно-монтажных работах, при сооружении ферм, резервуаров и т.д.
Тавровым называют соединение, в котором к плоскости одного элемента приложен торец другого соединения под определенным углом.
Сварочные швы
Участок сварного соединения, сформированный как результат кристаллизации расплавленного металла, называется сварочным швом. В отличие от соединений сварные швы бывают стыковыми и угловыми (рис. 18).
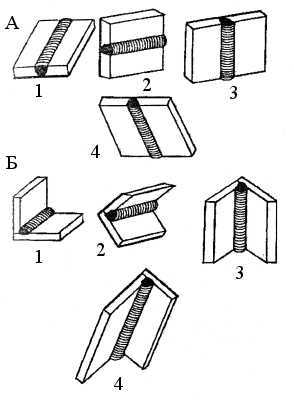
Рис. 18 Основные положения сварных швов в пространстве: А-стыковые; Б-угловые; 1-нижнее; 2-горизонтальное; 3-вертикальное; 4-потолочное
Стыковой - это сварной шов стыкового соединения. Угловой - это сварной шов углового, нахлесточного и таврового соединений.
Сварочные швы различают по количеству слоев наложения, ориентации их в пространстве, по длине и т.д. Так, если шов полностью охватывает соединение, то его называют сплошным. Если в пределах одного соединения шов разрывается, то его называют прерывистым. Разновидностью прерывистого шва является прихваточный шов, который применяют для фиксации элементов относительно друг друга перед сваркой. Если сварочные швы накладывают один на другой, то такие швы называют многослойными.
По форме наружной поверхности сварочные швы могут быть плоскими, вогнутыми или выпуклыми.Форма сварочного шва оказывает влияние на его физико-механические свойства и на расход электродного металла, связанный с его формированием. Наиболее экономичны плоские и вогнутые швы, которые, к тому же, лучше работают при динамических нагрузках, так как отсутствует резкий переход от основного металла к сварному шву. Чрезмерный наплыв выпуклых, швов приводит к перерасходу электродного металла, а резкий переход от основного металла к сварному шву при концентрированных напряжениях может вызвать разрушения соединения. Поэтому при изготовлени ответственных конструкций выпуклость на швах снимают механическим способом (фрезы, абразивные круги и т.д.).
Различают сварочные швы по их положению в пространстве. Это нижние, горизонтальные, вертикальные и потолочные швы.
infopedia.su
Правила техники безопасности при производстве работ
Справочник сварщика-строителя
Общие положения. При выполнении сварочных работ и термической резки следует руководствоваться положеннями СНнП ІІІ-4-80, а также Правилами техники безопасности и гигиены труда прн производстве сварочных работ и термической резки металлов в строительстве, утвержденными Миимонтажспец - строем УССР (РД 36 УССР 3-81) и другими нормативными материалами.
К сварке допускают рабочих не моложе 18 лет, прошедших специальное обучение с проверкой знаний по правилам техники безопасности н оформлением в специальном журнале. Повторные инструктажи проводятся администрацией ежеквартально и перед началом каждой новой работы, а проверка знаний — ежегодно — специальной комиссией (в том числе квалификационной комиссией по допуску к сварке ответственных конструкций). К сварке и резке с применением пропано-бутановой смесн рабочих допускают после специального обучения и сдачи экзамена комиссии. Допуск к самостоятельному обслуживанию сварочных машин разрешается после сдачи экзамена по правилам нх эксплуатации (квалификационная группа не ниже II).
Лица, поступающие на работу, проходят предварительный медицинский осмотр. Работающие в замкнутых пространствах и занятые сваркой цветных металлов ежегодно проходят медицинский осмотр с обязательной рентгенографией грудной клетки н лабораторными исследованиями крови и мочи. Сварщиков, у которых выявлен пневмокониоз, ие допускают к сварке в закрытых помещениях, а при интоксикации марганцем переводят иа работы, ие связанные с вредными условиями труда.
Рабочие места сварщиков ограждают переносными ширмами или щитами из несгораемых материалов (листовая сталь, асбестовое полотно, брезент). Постоянные рабочие места, а также защитные ограждения окрашивают в светлые тона (серый, голубой, желтый) с добавлением в краску окисн цинка.
При выполнении работ на высоте более 1,1 м от уровня земли перекрытия или ярусы должны быть оборудованы исправными лесами, люльками, подмостями с перилами высотой не менее 1 м и бортовой доской высотой 150 мм. Деревянные поручни перил должны быть остроганы, а металлические ие должны иметь заусенцев, острых кромок, незачищенных сварных швов и т. п. Бортовые доски устанавливаются на настил, а элементы перил крепятся к стойкам с внутренней стороны.
Для выполнения незначительного объема работ по установке небольших нон - солей н кронштейнов на высоте до 3 м при невозможности устройства подмостей можно пользоваться переносными монтажными лестницами или стремянками.
Лестницы должны быть оборудованы крючьями нлн другими надежными устройствами для их закрепления; нижние концы тетив должны иметь упоры в виде острых металлических шнпов нли других тормозящих устройств в зависимости от материала опорной поверхности. Длина приставной лестницы не должна превышать 5 м, а шаг между ступеньками — 340 мм. Деревянные лестницы должны изготовляться нз одиосортного прочного дерева. Ступеньки лестниц должны быть врезаны в тетивы, которые не реже чем через 2 м скрепляются металлическими стяжками. Запрещается крепление ступенек гвоздями внакладку. Раздвижные лестницы-стремянки должны быть обеспечены устройствами, исключающими их самопроизвольное раздвигание. Все приставные (переносные) лестницы должны находиться на учете, иметь порядковые номера, таблички с указанием принадлежности н даты очередной проверки. Окрашивать лестницы не разрешается. При невозможности использования лесов и т. п. сварщиков снабжают исправными предохранительными поясами (ГОСТ 5718—77*). Женщин к работе иа высоте, на плазморежущнх установках н в замкнутых пространствах не допускают.
При одновременной работе сварщиков (резчиков) н других рабочих иа различных высотах по одной вертикали необходимы надежные средства защиты от падающих брызг, огарков н других предметов.
Сварка на открытом воздухе во время дождя и грозы не допускается.
Применение и хранение в местах производства сварочных работ огнеопасных материалов запрещается. Баллоны и ацетиленовые генераторы донускается располагать ие ближе 10 м от открытого огня.
Производство работ на открытом воздухе разрешается при температуре до —30° С. При температуре от —20 до —25° С рабочим должна представляться возможность обогрева в непосредственной близости от рабочих мест в течение 10 мни через каждый час. При температуре от —25 до —30° С рабочий день сокращают на 1 час. Не допускается производство работ на высоте при силе ветра более 6, а при монтаже глухих панелей — 5 баллов, а также при гололеде.
Рабочие места должны быть оборудованы общим и местным освещением. Напряжение стационарных светильников местного освещения ие должно превышать 36, а переносных—12 В.
Для выполнения работ в колодцах, емкостях н других замкнутых помещениях с неудобными для рабочего условиями у входа должен находиться рабочий, наблюдающий за сварщиком. Сварщику необходимо иметь переносную лампу и предохранительный пояс со страхующим канатом, второй конец которого должен находиться у подсобного рабочего.
Запрещается одновременная работа в закрытых листовых конструкциях электро - и газосварщиков (газорезчиков).
В местах, где возможно образование и скопление вредных газов, устанавливают вентиляцию, а рабочих снабжают респираторами, противогазами, кислородными изолирующими приборами (КИП) или шланговыми противогазами с подачей воздуха в зону дыхания.
Выполнение особо опасных и сложных работ оформляют допуском, прилагаемым к наряду, с указанием необходимых мероприятий по технике безопасности.
Запрещается выполнять сварочные работы на сосудах, находящихся под давлением.
Правила безопасности при эксплуатации электросварочного оборудования. Напряжение холостого хода сварочных генераторов не должно превышать 80—90, а трансформаторов — 70—75 В.
Длина проводов между питающей сетью и передвижным сварочным агрегатом ие должна превышать 10 м.
Прн работе в стесненных условиях или в замкнутых помещениях сварочная установка должна иметь блокировку, обеспечивающую автоматическое отключение сварочной цепи, или понижение напряжения прн обрыве дуги до 12 В с выдержкой не более 0,5 с. Для снижения напряжения на держателе при сварке иа переменном токе можно применять устройства УСНТ-4 (ТУ МЭТП СССР от 3 октября 1969 г.), УОНТ-2У2, и т. п.
Корпуса сварочных агрегатов, каркасы распределительных щитов и шкафов подлежат заземлению медным проводом сечением не менее 6 мм2 или железным сечением ие меиее 12 мм2. В качестве заземлителя можно использовать трубу диаметром 37—50 мм (или полосу металла толщиной более 4 мм н сечением 48—50 мм2), длиной 1—2 м, закопав ее в землю и присоединив к ней н заземляемому корпусу заземляющий проводник. Сопротивление заземляющего устройства ие должно превышать 10 Ом при суммарной мощности источников сварочного тока 100 кВА. Заземление выполняют до включения установки в электросеть. Запрещается использовать контур заземления в качестве обратного провода.
Маховички, кнопки, рукоятки, в том числе ручки электрододержателей, выполняют нз токоиепроводящего материала илн надежно изолируют от частей, находящихся под напряжением. Необходимо заземление зажима вторичной обмотки трансформатора, к которому присоединяют обратный провод.
Температура нагрева отдельных частей сварочного агрегата не должна превышать 75° С.
Запрещается производить какой-либо ремонт сварочных установок, находящихся под напряжением.
Правила производства огневых работ на сосудах, бывших в употреблении. Перед работой на сосудах, бывших в употреблении, необходимо установить, чем они были заполнены. Если в сосуде находилась горючая жидкость, то его следует очистить, промыть 10—12%-ным раствором каустической соды или трина - трийфосфата и продуть сухим острым паром. Продолжительность пропаривания зависит от вместимости сосуда:
Вместимость сосуда, л До 20 20—200 200 —300 3000—5000
Продолжительность
пропаривания, ч, не
менее............................ 0,5 2—3 15—20 24
При невозможности применить пропаривание сосуд вместимостью до 200 л можно заполнить водой на 80—90% объема и кипятить в течение 2—3 ч. Последующим лабораторным анализом воздушной среды в сосуде определяют ее негорючесть.
Если в сосуде было минеральное масло, то в моющий раствор добавляется 2—3 г/л жидкого стекла или мыла.
Во всех возможных случаях сосуд перед сваркой следует заполнить водой до максимально допустимого уровня и оставить открытыми все люки и вентили в верхней части сосуда и особенно в месте сварки (сосуд вместимостью свыше 1000 л вместо заполнения водой можно промывать изнутри в течение 2—3 ч). Допускается создание в сосуде взрывобезопасной газовой среды путем заполнения его углекислым газом, азотом или аргоном под давлением ие более 0,01 МПа (0,1 кгс/см2).
Указания по технике безопасности при эксплуатации агрегатов с приводом от двигателей внутреннего сгорания (ДВС). Для исключения аварийного повышения скорости вращения ДВС перед пуском агрегата в работу необходимо проверить:
натяжение ремней вентилятора и регулятора оборотов. При нажатии на ремии между шкивами генератора и вентилятора прогиб должен быть ие более 12—15, а между шкивами вентилятора и регулятора оборотов—10...12 мм;
исправность ремней;
соединение тяги регулятора оборотов с рычагом и дроссельной заслонкой;
исправность кронштейна регулятора оборотов;
крепление ступицы вентилятора на валике водяного иасоса.
Категорически запрещается работать с агрегатом: при ослаблении ремней, наличии ненадежных соединений тяги регулятора оборотов с рычагом и дроссельной заслонкой, трещины или поломки кронштейна регулятора, ослаблении крепления ступицы вентилятора к валику водяного насоса, а также без защитного кожуха на щите генератора со стороны коллектора.
Во избежание попадания бензина на щетки сварочного генератора и его воспламенения необходимо:
заливать бензин только при неработающем двигателе, а после заливки вытереть места, куда ои попал;
следить за тем, чтобы ие было течи топлива из бака и бензопровода. Для проверки уровня топлива следует пользоваться мерной линейкой. Нн в коем случае нельзя подносить огонь к баку; в случае воспламенения бензина пламя тушат землей, песком или накрывают брезентом.
Правила техники безопасности при механизированной сварке. Флюс, применяемый при механизированной сварке, должен быть чистым и сухим. Целесообразно, где это возможно, вместо флюса марки ОСЦ-45 применять флюс марок ФЦ-Э, АН-348А, Для уборки флюса иужио пользоваться флюсоотсосами или совками со стальными щетками. Убирать или загружать в бункеры флюс следует осторожно—во избежание выделения пыли в окружающую среду.
Подвижные контакты, рубильники и переключатели необходимо систематически осматривать при снятом напряжении и подчищать.
Ток к автоматам должен поступать по подвижным проводам, помещенным в резиновые рукава, обшитые брезентом или обмотанные киперной лентой. Неподвижные провода должны быть в металлических трубах. Электропровода, трубки для газа и охлаждающей воды, соединяющие передвижные пульты управления со сварочными головками и горелками, заключают в общий резиновый шланг.
Горелки для сваркн и резкн в среде защитных газов ие должны иметь откры - тых токоведущих частей, а рукоятки должны быть покрыты диэлектрическими и теплоизоляционными материалами и снабжены щитками для защиты рук сварщика от ожогов.
При электрошлаковой сварке и электродуговой с принудительным формированием шва нужно следить за уровнем жидкой ванны и состоянием подачи охлаждающей воды. Запрещается во время сварки находиться под ползуном, подкладкой или формой, откуда возможен выброс металла.
Правила безопасной эксплуатации баллонов со сжатыми газами. Транспортировка баллонов разрешается на рессорных транспортных средствах, иа специальных ручных тележках и носялках, в специальных контейнерах (баллоны закреплены вертикально). Переноска иа руках нли иа плечах ие допускается (в пределах рабочего места баллон можно кантовать в слегка наклонном положении).
Бесконтейнериая транспортировка предполагает до отказа навернутые колпаки, горизонтальную укладку в деревянные гнезда, оббитые войлоком или другим мягким материалом. При погрузке более одного ряда баллонов применяют прокладки из пенькового каната или резиновые кольца толщиной ие меиее 25 мм. Баллоны укладывают в пределах высоты бортов только поперек кузова.
Не менее чем двое рабочих должны заниматься погрузкой и разгрузкой. Не допускаются сбрасывание баллонов, удары их друг о друга, а также разгрузка вентилями вниз. Запрещено грузить баллоны в грязные кузовы автомашин. В летнее время при перевозке их необходимо накрывать брезентом от солнечных лучей.
Совместная транспортировка кислородных и ацетиленовых баллонов запрещена, за исключением доставки двух баллонов к рабочему месту.
Автомашины, перевозящие баллоны, должны иметь на кузове опознавательный красный флажок. Не допускается проезд людей в кузове. Сопровождающее лицо должно находиться в кабине шофера.
Баллоны хранят на одноэтажных складах с покрытиями легкого типа, со стенами и перегородками из материала ие ниже II степени огнестойкости. Окна и двери должны открываться наружу. Стекла — матовые или закрашенные белой краской, полы (на складах с горючими газами или карбидом кальция) — из материалов, исключающих искрообразование при ударах (деревянные торцы, ие - искрящий асфальт и т. п.). Температура в помещениях не должна превышать + 35°С. Освещение—наружное, отопление — центральное. Необходима естественная или искусственная вентиляция.
Совместное хранение полных и пустых баллонов с горючим газом и кислородом ие допускается.
Обязательна герметичность вентилей, баллонов. В случае обнаружения пропуска газа баллои должен быть удалей в безопасное место.
Эксплуатация грязных, с вмятинами и царапинами, неравномерно покрашенных, несвоевременно испытанных баллонов запрещена. Особенно следует обращать внимание иа отсутствие масла или грязи на штуцере вентиля кислородного баллона. Не разрешается открывать колпак ударами, ремонтировать вентили (на закрытом вентиле ацетиленового баллона, в случае пропуска газа, можно подтянуть сальниковую гайку). При замерзании вентилей их отогревают только с помощью чистой горячей воды или пара.
На рабочем месте баллоны устанавливают вертикально в специальных стойках и прочно крепят хомутами или цепями. Они не должны касаться металлических конструкций, электропроводки. Навесы на стойках предохраняют баллоны от попадания масла, грязи. На открытых местах в летнее время баллоны необходимо укрывать от солнечных лучей брезентовыми чехлами.
Правила безопасности при использовании барабанов с карбидом кальция и эксплуатации передвижных ацетиленовых генераторов. Карбид хранят в сухих, хорошо проветриваемых несгораемых складах с легкой кровлей, за состоянием которой устанавливают наблюдение для предупреждения проинкиовеиия атмосферных осадков. Склады обеспечивают огнетушителями и ящиками с сухим песком. Барабаны разрешено хранить как в горизонтальном, так и в вертикальном положении. Из вскрытых или поврежденных барабанов карбид следует пересыпать в специальные, герметические закрывающиеся бидоны, и расходовать в первую очередь. Хранение тары из-под карбида разрешается на специ» альио отведенных площадках вне производственных помещений. При погрузке н разгрузке барабанов не допускается курение.
Для раскупорки барабанов запрещается использовать инструменты из стали и сплавов, содержащих более 70% меди (можно рекомендовать латунные молоток и зубило). Перед раскупоркой крышку необходимо смазать слоем тавота толщиной 2—3 мм.
Запрещается пользоваться самодельными ацетиленовыми генераторами. К каждому генератору должен быть приложен паспорт, а также инструкция по правилам эксплуатации и техники безопасности, составленная иа основании технической характеристики генератора (паспорта) с учетом особенностей его эксплуатации в местных условиях и утвержденная главным инженером организации.
Передвижные генераторы устанавливают преимущественно на открытом воздухе или под навесом. Допускается установка для производства временных работ; в рабочих и жилых вентилируемых помещениях, имеющих объем не менее 300 м9 на один аппарат или 100 м9, если газопламенные работы проводятся в другом помещении; в горячих цехах иа расстоянии ие менее 10 м от открытого огня и нагретых предметов, где иет опасности попадания иа генератор горячих частиц металла или искр и засасывания ацетилена в печи, вентиляторы и т. д.; выше уровня земли — при письменном разрешении главного инженера организации и пожарного надзора.
Запрещается устанавливать генератор наклонно и рядом с кислородным баллоном; во время работы его следует охранять от толчков и падения. Не допускается зарядка генератора карбидом кальция меньшей грануляции, что предусмотрено инструкцией.
Не допускается работа генератора без водяного затвора и с неисправным затвором. Уровень жидкости в водяном затворе следует проверять ие реже двух раз в смену и обязательно перед началом работ, а также после каждого обратного удара. Не допускается работа от однопостового генератора несколькими горелками.
Температура воды и газа в генераторе не должна превышать 50° С (при большей температуре ил принимает бурую окраску). Ил складывают в специальный ящик с вентиляционной трубой, а после работы загружают в специальные ямы.
В зимнее время генератор укрывают ватным чехлом от замерзания, шланг и корпус вентиля иа водяном затворе покрывают теплоизоляционным материалом (например, шнуровым асбестом), в водяной затвор заливают незамерзающую жидкость (раствор в воде):
Температура, °С, до Состав жидкости, %
—40 .................................. 60 этиленгликоля (по объему)
—40 .................................. 30 хлористого кальция (по массе)
—30 .................................. 35 глицерина (по объему)
—15................................... 20 хлористого натрия (по массе)
Необходимо принять меры против коррозии внутренней части затвора при использовании хлористого кальция и хлористого натрия; после работы раствор надо слить, а затвор промыть водой.
При замерзании воды в затворе, генераторе или шла игах их отогревают только чистой горячей водой на расстоянии ие менее 10 м от открытого огня и при наличии вентиляции.
При воспламенении генератора тушить огоиь можно только песком или сухим огнетушителем.
Правила эксплуатации аппаратуры для газопламенной обработки металлов.
Находящиеся в эксплуатации ручные резаки, горелки, редукторы, шланги и га - зорезательиые машины закрепляют за отдельными рабочими. Перед началом работы необходимо проверить:
плотность и прочность присоединения газовых шлангов к горелке (резаку) и редуктору;
наличие воды в водяном затворе до уровня контрольного краиа и плотность всех соединений;
исправность аппаратуры, наличие достаточного подсоса в инжекторной горелке (резаке);
правильность и исправность подводки тока, заземления (заиулеиия) выключающих устройств газорезательиой машины.
Запрещается:
эксплуатация аппаратуры, имеющей неплотности;
сплющивание и перегибание шлангов, переплетение их с тросами, електрокабелями, использование замасленных шлангов, подматывание дефектных мест изоляцией.
Аппаратура должна периодически проходить испытание. Пользование неисправной аппаратурой запрещается.
Указания по технике безопасности при сварке трубопроводов из полимерных материалов. При контактной сварке необходимо следить за тем, чтобы торцы свариваемых труб были ровными и их можно было одновременно и равномерно прижать к нагревательному инструменту, а после оплавления — друг к другу. Для этого, соблюдая меры предосторожности, непосредственно перед сваркой торцы труб следует зачистить напильником и циклей.
Не разрешается сварка поверхностей, загрязненных маслами, смазками, нефтью и другими материалами, которые не только ухудшают качество сварки, но при контакте с раскаленной поверхностью могут загореться и стать причиной загрязнения воздушной среды вредными газами.
Каждый полимерный материал имеет свою оптимальную температуру для сварки, превышение которой может привести к разложению материала с выделением в воздух вредных и ядовитых газов. Так, для трубопроводов из полиэтилена максимальная температура для сварки колеблется от 180 до 220° С, для трубопроводов и вентиляционных коробов из винипласта эта температура не должна превышать 250° С и т. д. С этой целью в процессе сварки температура на поверхности нагревательного инструмента должна быть постоянной (с точностью ±10° С), Ее контролируют с помощью термопар, расположенных максимально близко к рабочей поверхности.
Продолжительность оплавления торцов труб, которая ие должна превышать необходимых пределов, зависит от вида полимерного материала, температуры рабочей поверхности нагревательного инструмента и окружающей среды, а также от качества подготовки торцов труб под сварку и величины давления, прижимающего их к нагревателю.
| Продолжительность оилавлеиия торцов труб
|
Контроль продолжительности контакта с нагревательным инструментом в производственных условиях осуществляется с помощью секундомера или реле времени.
Промежуток времени между снятием нагревательного инструмента с оплавленных труб и их сжатием должен, быть минимальным (1—2 с). С увеличениемэтого промежутка времени прочность шва резко снижается вследствие быстрого охлаждения свариваемых поверхностей. Каждое движение рабочих при этом должно быть хорошо продумано, так каи спешка может привести к тяжелым ожогам из-за большой температуры расплавленного материала и его высокой вязхости.
После выполнения каждой сварочной операции нагревательный инструмент необходимо тщательно очищать от прилипшего к его поверхности материала, а также от окалины, пыли, чтобы загрязнения не попали в дальнейшем в сварной шов. Очищать инструмент можно только после того, как он остынет.
Для предотвращения налипания полимерного материала трубы к рабочим поверхностям нагревательного инструмента можно применять фторопластовую пленку, надеваемую на нагревательный инструмент в виде чехла. При ее использовании необходимо следить за тем, чтобы температура инструмента ие превышала 250° С, так как прн более высокой температуре фторопласт начинает разлагаться с выделением токсичных газов. Применять для этой цели различные смазхи ие разрешается.
Прутковую сварку во избежание несчастного случая выполняют следующим образом. Струю горячего газа направляют попеременно круговыми или колебательными движениями горелки иа сварочный пруток и скошенные кромки. Прн свархе пруток держат в левой руке между большим и указательным пальцами, горелку — в правой. До начала сварки хонец прутха срезают под углом 30°, затем пруток нагревают н укладывают в основание шва под небольшим усилием прижима. Степень размягчения поверхности прутка и кромок свариваемого материала определяют визуально. Для удобства в работе и во избежание ожогов пруток рекомендуется брать длиной несколько большей дляиы сварочного шва (Яй 10—12 см).
Следует отрегулировать газовую горелку таким образом, чтобы газ сгорал полностью, так как загрязнение воздуха окисью углерода, углехнслым газом или другими продуктами неполного сгорания может ирнвест* к отравлению работающих.
Воздействие газов, выделяющихся при огневых рлботах, на организм человека и меры предосторожности
Меры предосторожности
При сварке, пайке н резке медиоцинковыХ сплавов, оцинкованных сталей; прн металлизации цинком и латунью
Окись цинка
Сладковатый привкус во рту, плохой аппетит, усиленная жажда, повышенная усталость, давящая боль в груди, сонливость, сухой кашель, появляется чувство холода, озноб, повышение температуры, тошнота, рвота
Использование в качестве присадки проволоки ЛК-62-05. Сварка с подветренной стороны. Применение вентиляции, респираторов ШБ-1 «Лепесток», правильный выбор режима сварки, применение рутиловых электродов диаметром ие более 3 мм. Сварка тонкой проволокой в углекислом газе или СОДГП. Предварительная очистка цинка в местах сварки
Прн сварке изделий с защитным иадмневым покрытием, пайке с помощью серебряного припоя (15—25% Cd)
Сухость во рту, головная боль, слюновыделенне, тошнота, сильная рвота, общая слабость. Симптомы воспаления бронхов и легких, мучительный кашель, затрудненное дыхание, температура до 40° С, бред, боли в области груди и суставах, иногда приступы удушья
При пайке пользование электронагревательными нлн газовоздушнымн приборами для нагрева припоя выше 700° С. Местная вытяжка, применение респиратора Ф-46 нли противогаза типа сГ» с фильтром от дыма. Наличие кадмиевого покрытия определяют при нагреве по образованию золотисто - желтой пленки
Окись свинца
При сварке металла, окрашенного свинцовыми красками, сварке свинца и металлизации свинцом
Металлический привкус во рту, отрыжка, потеря аппетита и общий упадок сил
Удаление краски нз зоны сваркн (реза) механическим путем. Надежная вентиляция. Соблюдение чистоты кожи, рта, одежды, прием пищи и курение вне рабочих помещений. Чистка зубов после работы
Акролеин
При сварие и резке металла, покрытого жиром; при наличии жира на проволоке и иа флюсе
При сварке электродами фтористокальциевого типа, применение флюса ОСЦ-45
При сварке н резке марганцовистых сталей, сварке электродами руднокнс - лого типа (ОММ-5, ЦМ-7, СМ-5 и др.}
Жжение в глазах, слезотечение, конъюнктивит, кашель. Запах акролеина напоминает запах, возникший при гашении свечи
Фтористые соединения
Сладкий привкус во рту, головокружение. После работы озноб, повышение температуры, иногда тошнота, рвота
Окислы марганца
Головная боль, слабость, головокружение, апатия, сонливость, изжога, боли в конечностях
Тщательная очистка свариваемых поверхностей и проволоки от жира и красок без применения пламени. Сушка флюса
Применение флюсов марок ФЦ-9, АН-348А. Надежная вентиляция в замкнутых помещениях
Применение электродов рутилового типа (АНО-4, РБУ-4, МР-3 И др). Вентиляция рабочих мест
Неполное сгорание горючих газов в пламени горелки, сварка в углекислом газе в замкнутых пространствах
Повышенное утомление, головная боль, тошнота, рвота, потеря сознания
Усиленная вентиляция рабочей зоны. Подвод воздуха в зону дыхания сварщика
Примечание. При обезжиривании металла и других сварочных материалов не следует применять трихлорэтнлен, дихлорэтан н другие хлорированные углеводороды, таи как прн их соединении с озоном, присутствующим в атмосфере прн дуговой сварке возможно образование фосгена. Прн обезжиривании свариваемых кромок металла ацетоном нлн другими растворителями необходимо соблюдать такие требования: растворитель хранить в сосудах с плотно закрывающейся крышкой вместимостью не более 0.5 м*; разлитую жидкость немедленно удалять с го - мощью тампонов; тампоны держать в сосуде, до половины наполненном водой, с плотно закрывающейся крышкой; нельзя начинать сварку до закрытия сосуда с тампонами, а также до удаления разлитой жидкости и ее испарения с кромок; сосуды с растворителем н тампонами помещать в плотно закрытые огнестойкие шкафы.
Ремонт и испытание аппаратуры и приспособлений
| Межремонтный цикл, не более |
Кратное содержание работы
| 1 мес 1 мес 3 мес 1 неделя 2 недели 1 год 1 мес 1—2 недели 1 мес 3 мес |
Электросварочное оборудование
Сварочный провод Редуктор (срок службы клапана 4 мес, мембраны — 6 мес)
Редуктор
Фильтр редуктора Манометры редуктора бачка для горючего Горелка (резак)
Испаритель керосинореза
То же
Шланги
Проверка на отсутствие замыкания на корпус, целость заземляющего провода, исправность изоляции питающих проводов, отсутствие оголенных токоведущих частей и замыкания между обмотками
Проверка иа целость изоляции Ремонт, промывка (обезжиривание), испытание: на плотность, на самотек, на падение давления, на пропускную способность, на срабатывание предохранительного клапана Проверка резьб. Испытание на плотность и самотек
Чистка и промывка дихлорэтаном Проверка, мелкий ремонт, регулировка
Ремонт. Очистка и промывка наконечника (головки), смесительной камеры и инжектора. Проверка на плотность, инжекцию и отсутствие обратных ударов
Очистка нагара с асбестовой оплетки. Промывка бензином Замена асбестовой оплетки. Проверка керосинореза на гореине Проверка, удаление дефектных мест. Испытание кислородных шлангов под 1 МПа (10 кгс/см2) и ацетиленовых — 0,6 МПа (6 кгс/см2)
| 1 мео 1 год 1 неделя 2 недели 6 мео 3 мео 1 год 1 год г год 1 год |
| Межр емонтный цикл, не более |
Бачок для горючего
Ацетиленовый генератор
Водяной затвор То же
Пояс предохранительный
Веревка спасательная Контейнер для кислородных баллонов Леса подвесные
Леса подъемные и люльки
Подмости
Проверка: иа прочность гидравлическим давлением 1 МПа (10 кгс/см*), иа плотность — пневматическим давлением 0,5 МПа (5 кгс/см*) с обмы - ливанием всех соединений Очистка, продувка, общий осмотр, устранение неплотностей, смазка резьб техническим вазелином, испытание на плотность
Проверка мыльной емульсией всех соединений
Очистка от ила, промывка, смазка тавотом седла клапана среднего давления. При необходимости замена клапана, троекратное испытание уплотнений при давлениях 0,05, 0,1 и 0,145 МПа (0,5, 1 н 1,45 кгс/см*). Проверенный затвор испытывают на плотность прн максимальном давлении Испытание под статической нагрузкой массой 300 кг То же, 200 кг
Испытание сосредоточенным грузом массой 300 кг
Испытание под статической нагрузкой массой 1,25 Рн и динамической — 1,1 Рн Испытание под статической нагрузкой массой 1,5 Р„ и динамической— 1,1 Ру, Испытание сосредоточенным грузом
массой 130 кг и равномерно распределенным грузом массой 250 кг
Примечание. Рц —■ допустимая рабочая нагрузка.
Противопожарные мероприятия. Места, где производятся огневые работы, оборудуют огнетушителями, гидрантами, ящиками с песком, лопатами и совками, бочками или ведрами с водой.
Деревянные конструкции, расположенные ближе 5 м от сварочных постов, оштукатуривают или обивают листовым асбестом или листовой сталью по войлоку, смоченному в глинистом растворе. В сфере попадания брызг металла и искр не должно быть других, легко воспламеняющихся предметов. При работе на лесах следует уложить на настиле листы асбеста, держать поблизости сосуды с водой или огнетушители.
В тех случаях, когда проведение работы ие требует дополнительных мер, предусмотренных общими правилами, на производство огневой работы выдают разрешения, регистрация которых ведется пожарной охраной. Лицо, получившее разрешение, расписывается на корешке, дублирующем текст. При огневых работах в опасных зонах предусматривают специальные пожарные посты.
Для тушения горящего титана могут применяться: сухой порошковый флюс и огнетушители, используемые для тушения горящего магния. Локализованные очаги горения тушат аргоном или гелием. Нельзя применять для гашения горящего титана воду, углекислоту, песок н четыреххлористый углерод.
Толщина Тип шва (ГОСТ 5264—80) металла, мм С2 С5 С7 С15 C2I С23 С25 С26 1 0,027 0,027 1,5 0,027 0,027 — — — — — _____ 2 0,062 0,062 …
ПРИЛОЖЕНИЯ Ручная електродуговая сварка стальных конструкций Вкх работы Положенеє шва Выработка в смену *, м шва сталг при толщане свариваемой, мм 5 6 8 10 12 14 16 18 20 …
Основные принципы оказания первой помощи: быстрота и точное выполнение всех приемов. В местах, удаленных от санитарных пунктов, должны быть организованы постоянные и передвижные посты из числа работающих. Помощь, оказываемая неспециалистами …
msd.com.ua
Техника безопасности при выполнении сварочных работ
Места проведения сварочных работ могут быть постоянными и временными. Постоянное рабочее место — это место, на котором работающий находится большую часть своего рабочего времени (более 50 %, или более 2 ч непрерывно).
Рабочим местом называется место постоянного или временного пребывания работающих в процессе трудовой деятельности.
Рабочей зоной называется пространство высотой до 2 м над уровнем пола или площадки, на которых находится рабочее место.
При выборе сварочных процессов следует учитывать уровень их безопасности, т. е. должна учитываться возможность поражения электрическим током, выделение мелкодисперсной пыли и вредных газов, интенсивность светового, инфракрасного и ультрафиолетового излучения.
Сварочные работы на объектах народного хозяйства должны выполняться в соответствии с требованиями ГОСТ 12.3.003—86, ГОСТ 12.3.002—75 и правил пожарной безопасности при проведении сварочных работ.
При ручной дуговой сварке штучными электродами и при полуавтоматической сварке в среде защитных газов и их смесей порошковой проволокой и проволокой сплошного сечения образуются следующие вредности: твердая и газообразная фаза сварочного аэрозоля; видимая, инфракрасная и ультрафиолетовая части излучения оптического диапазона; искры и брызги расплавленного металла; статическая нагрузка на одну руку; напряжение зрительной работы. При автоматической сварке под флюсом на рабочего действуют такие профессиональные вредности, как высокая или низкая температура свариваемого металла, твердая и газообразная фазы сварочного аэрозоля.
При газовой сварке и резке образуются такие профессиональные вредности, как сварочный аэрозоль, световое и тепловое излучение, искры и брызги расплавленного металла.
Электробезопасность — система организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статистического электричества.
Общие требования электробезопасности регламентируются ГОСТ 12.1.013—78, а электросварочные устройства должны удовлетворять требованиям ГОСТ 12.2.003— 74 и ГОСТ 12.2.007.8—75.
Электросварщики ручной дуговой сварки и электросварщики на автоматических и полуавтоматических машинах должны иметь квалификационную группу по технике безопасности не ниже II и такую же группу по электробезопасности.
Рабочие должны знать, что электротравмы возникают при прохождении тока через тело человека. Величина этого тока зависит от физиологического состояния человека, его здоровья, переутомления, нервного возбуждения и электропроводности кожи, которая колеблется в очень широких пределах (раны и ссадины резко снижают сопротивление электрическому току).
Тяжесть поражения электрическим током зависит от величины тока и напряжения, от пути прохождения тока и длительности его воздействия, а также от частоты тока — с повышением частоты поражающее действие тока снижается.
Поражение током в производственных условиях происходит в результате прикосновения человека к токоведущим частям оборудования, находящегося под опасным напряжением.
По закону электротехники сила тока, проходящего через проводник, прямо пропорциональна напряжению и обратно пропорциональна сопротивлению проводника, т. е. чем больше электрическое сопротивление тела человека, его одежды и обуви, тем меньше величина тока будет через него проходить при напряжении, которое на него воздействует.
Ток величиной 0,002 А переносится человеком безболезненно. Ток величиной до 0,05 А вызывает болевое ощущение и в определенных условиях опасен. Ток величиной более 0,05 А уже опасен для человека и при стечении обстоятельств может привести к трагическим последствиям.
В зависимости от проводимости тела человека и допустимой величины тока, проходящего через него, установлено, что при работе в сырых помещениях практически безопасно напряжение до 12 В. В сухих помещениях допускается безопасное соприкосновение с деталями и конструкциями, находящимися под напряжением 36 В.
Случаи поражения электрическим током занимают значительный удельный вес в общем объеме травматизма, поэтому каждый рабочий и инженерно-технический работник должны хорошо знать не только меры по предотвращению поражения электрическим током, но и правила освобождения человека от действующего на него тока и правила оказания первой доврачебной помощи.
www.stroitelstvo-new.ru
Требования безопасности при проведении сварочных работ
Главная » Статьи » Требования безопасности при проведении сварочных работ
Перед началом работ электросварщик обязан проверить изоляцию электропровода и электрододержателя, наличие и правильность заземления корпуса сварочного аппарата, вторичной обмотки, свариваемой детали и кожуха рубильника, плотность соединения электропроводов с аппаратом, а также убедиться в отсутствии на рабочем месте легковоспламеняющихся веществ (расстояние от места производства электросварочных работ до места нахождения легковоспламеняющихся предметов должно быть не менее 10 м, а при ветре, направленном в сторону легковоспламеняющихся веществ, это расстояние должно быть не менее 20 м).
Для заземления сварочных преобразователей и сварочных трансформаторов необходимо:
-сварочный преобразователь присоединить четырехжильным шланговым кабелем с заземляющей жилой, которую присоединяют к заземляющему болту на корпусе преобразователя;
-для питания однофазного сварочного трансформатора применять трехжильный шланговый кабель с заземляющей жилой, которая присоединяется одним концом к корпусу, другим - к заземляющему болту на ящике (ЯРВ), кроме того, заземлять низкую сторону сварочного трансформатора со стороны провода, присоединяемого к свариваемой детали.
Повышенная опасность возникает при смене электродов, когда сварщик прикасается рукой к электроду или оголенным частям электрододержателя, поэтому категорически запрещается прикасаться другой рукой к свариваемой детали.
Производить электросварочные работы во время грозы, под дождем или снегом запрещается.
Электросварщик обязан тщательно заправлять спецодежду и обувь, обеспечивающие надежную защиту от брызг расплавленного металла (брезентовые куртки и брюки должны быть одеты навыпуск, карманы куртки должны быть закрыты клапанами, ботинки - плотно зашнурованы).
Производить сварочные работы с приставных лестниц запрещается. При необходимости выполнения работ на высоте должна быть оборудована специальная площадка шириной не менее 1 м с ограждением.
При работе без подмостей электросварщик должен пользоваться проверенным предохранительным поясом. Для защиты лесов и подмостей от пожара их следует покрывать металлическими или асбестовыми листами на площади радиусом до 5 м от места сварки.
При одновременной работе нескольких сварщиков по одной вертикали на разных уровнях должны быть устроены козырьки, настилы, тенты и т. п., предохраняющие работающих от брызг металла, огарков и т. д. Сварщики должны иметь сумки для электродов и ящики для сбора огарков.
При необходимости выполнения работ в особо опасных помещениях и резервуарах электросварочный агрегат должен иметь электроблокировку, обеспечивающую автоматическое отключение сварочной цепи при замене электрода при холостом ходе.
Запрещается производить сварку на сосудах, находящихся под давлением, а также внутри сосудов, которые не очищены от легковоспламеняющихся, взрывоопасных, горючих и токсичных материалов (после очистки такие емкости должны быть проверены на отсутствие опасных и вредных веществ). Кроме того, запрещается производить сварку свежеокрашенных конструкций и трубопроводов до полного высыхания краски.
Не допускается одновременное производство газосварочных (газорезательных) и электросварочных работ внутри замкнутых емкостей.
При работах внутри сосудов и в закрытых местах должен быть предусмотрен отсос газов вблизи дуги. Кроме того, при сварке внутри замкнутых пространств рекомендуется подача воздуха непосредственно под щиток сварщика. В особых случаях сварку следует производить в шланговом противогазе.
При производстве работ внутри замкнутых пространств необходимо:
-применять диэлектрические коврики или деревянные щиты, использовать проверенные диэлектрические перчатки и резиновый шлем (запрещается пользоваться металлическим щитком);
-применять освещение не выше 12 в (трансформатор для переносных ламп следует устанавливать вне замкнутого пространства), для понижения напряжения нельзя применять автотрансформатор;
-работы выполнять только с подручным, который должен находиться вне замкнутого пространства и держать один конец веревки длиной не менее 2 м, второй конец должен быть надежно прикреплен к предохранительному поясу электросварщика.
Диэлектрические перчатки, галоши и коврик электросварщик обязан применять и при сварке на улице после дождя или снегопада. (Диэлектрические перчатки испытывают один раз в шесть месяцев, диэлектрические галоши - один раз в год, диэлектрический коврик - один раз в два года).
Для защиты от соприкосновения с влажной холодной землей и снегом, а также с холодным металлом как снаружи, так и внутри помещений электросварщики должны быть обеспечены теплыми подстилками, матами, наколенниками и подлокотниками из огнестойких материалов с эластичной прослойкой.
Для защиты глаз и лица от действия лучистой электрической дуги необходимо применять исправные щитки и маски, закрывающие лицо со всех сторон, а также щиты или экраны, ограждающие посторонних от ослепления сварочной дугой.
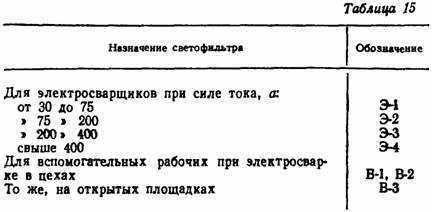
Отверстие для наблюдения за горением дуги должно быть закрыто темным изюмским стеклом (ТИС) размером 110X42 мм, прозрачностью, выбираемой в зависимости от силы сварочного тока и соответственно зрению сварщика. С наружной стороны стекла ТИС для защиты от брызг металла и загрязнения покрываются обыкновенным стеклом (применение защитных стекол, изготовленных способом наружной окраски, взамен стекол ТИС запрещается).
Применяемые защитные светофильтры в зависимости от силы тока приведены в табл. 15 (ГОСТ 9497-60).
Соединять сварочные провода следует способом горячей пайки, сварки, при помощи соединительных муфт с изолирующей оболочкой, причем места паяных и сварных соединений проводов должны быть тщательно изолированы.
Электросварочные агрегаты необходимо регулярно, не реже одного раза в месяц, проверять на:
-отсутствие замыкания на корпус;
-целостность заземляющего провода;
-исправность изоляции питающих проводов (сопротивление изоляции должно быть не менее 0,5 мом);
-отсутствие оголенных токоведущих частей;
-отсутствие замыкания между обмотками высокого и низкого напряжения.
После окончания сварочных работ необходимо проверить рабочее место, а также нижележащие площадки с целью обнаружения скрытых очагов загорания и полить водой сгораемые конструкции.
При передвижном сварочном посту должен быть углекислотный огнетушитель, войлок или кошма, лопата, лом, топор.
При выполнении электросварочных работ необходимо придерживаться правил, изложенных в настоящем разделе, и, кроме того, руководствоваться указаниями завода-изготовителя в инструкции и паспорте к сварочному агрегату.
hydrotechnics.ru
§ 67. Основные положения техники безопасности при электрической сварке
Выполнение сварочных работ связано с использованием электрических устройств, горючих и взрывоопасных газов излучающих электрических дуг и плазмы, с интенсивным рас плавлением, испарением и брызгообразованием металла и т. д Это требует мер безопасности и защиты работающих от производственного травматизма.
При электросварочных работах возможны следующие виды производственного травматизма: поражение электрическим током; поражение зрения и открытой поверхности кожи лучами электрической дуги; ожоги от капель металла и шлака; отравление организма вредными газами, пылью и испарениями, выделяющимися при сварке; ушибы, ранения и поражения от взрывов баллонов сжатого газа и при сварке сосудов из-под горючих веществ.
Для обеспечения условий, предупреждающих указанные виды травматизма, следует выполнять следующие мероприятия.
Защита от поражения электрическим током. При исправном состоянии оборудования и правильном выполнении сварочных работ возможность поражения током исключается. Однако в практике возможны поражения электрическим током вследствие неисправности сварочного оборудования или сети заземления; неправильного подключения сварочного оборудования к сети; неисправности электропроводки и неправильного ведения сварочных работ. Поражение от электрического тока происходит
при прикосновении к токонесущим частям электропроводки и сварочной аппаратуры. Напряжение холостого хода источников питания дуги достигает 90 В, а при плазменно-дуговой резке — 200 В. Учитывая, что сопротивление человеческого организма в зависимости от его состояния (утомленность, состояние здоровья, влажность кожи) может изменяться в широких пределах (1000...20 000 Ом), то указанные выше напряжения являются очень опасными для жизни. Поражение током более 0,05 А может вызвать тяжелые последствия и даже смерть.
Опасность поражения сварщика и подсобных рабочих током особенно велика при сварке крупногабаритных резервуаров, во время работы внутри емкостей лежа или полулежа на металлических частях свариваемого изделия или при выполнении наружных работ в сырую погоду, в сырых помещениях, котлованах, колодцах и др.
Во избежание поражения электрическим током необходимо соблюдать следующие условия. Корпуса источников питания дуги, сварочного вспомогательного оборудования и свариваемые изделия должны быть надежно заземлены. Заземление осуществляют медным проводом, один конец которого закрепляют к корпусу источника питания дуги к специальному болту с надписью «Земля»; второй конец присоединяют к заземляющей шине или к металлическому штырю, вбитому в землю.
Заземление передвижных источников питания производится до их включения в силовую сеть, а снятие заземления — только iпосле отключения от силовой сети.
Для подключения источников сварочного тока к сети используются настенные ящики с рубильниками, предохранителями и зажимами. Длина проводов сетевого питания не должна быть более 10 м. Для того чтобы нарастить провод, применяют соединительную муфту с прочной изоляционной массой или провод с электроизоляционной оболочкой. Провод подвешивают на высоте 2,5...3,5 м. Спуски заключают в заземленные металлические трубы. Вводы и выводы должны иметь втулки или воронки, предохраняющие провода от перегибов, а изоляцию от порчи.
При наружных работах сварочное оборудование должно находиться под навесом, в палатке или в будке для предохранения от дождя и снега. При невозможности соблюдения таких условий сварочные работы не производят, а сварочную аппаратуру укрывают от воздействия влаги.
Присоединять и отсоединять от сети электросварочное оборудование, а также наблюдать за их исправным состоянием в процессе эксплуатации обязан электротехнический персонал. Сварщикам запрещается выполнять эти работы.
Все сварочные провода должны иметь исправную изоляцию и соответствовать применяемым токам. Применение проводов с ветхой и растрепанной изоляцией во избежание несчастного случая категорически запрещается.
При сварке швов резервуаров, котлов, труб и других закрытых и сложных конструкций необходимо пользоваться резиновым ковриком, шлемом и галошами. Для освещения следует пользоваться переносной лампой напряжением 12 В.
Все сварочные установки при работе в условиях, требующих особой электробезопасности, должны иметь устройство для автоматического отключения сварочной цепи или снижения напряжения холостого хода при обрыве дуги до 12 В с выдержкой не более 5 с. Большое применение получили устройства типа УСНТ (УСНТ-05, УСНТ-06 и др.). При холостом ходе первичная обмотка трансформатора питается через ограничительные резисторы типа УСНТ и напряжение питания снижается до 60...80 В, а вторичное напряжение холостого хода до 12 В. При возбуждении дуги коротким замыканием резисторы шунтируются тиристорами и на трансформатор подается полное сетевое напряжение. После прекращения сварки через 0,5... 1 с снова включаются ограничительные резисторы и напряжение холостого хода снижается до 12 В.
При работах внутри резервуара или при сварке сложной металлической конструкции, а также при сварке емкостей из-под горючих и легковоспламеняющихся жидкостей к сварщику назначается дежурный наблюдатель, который обязан обеспечить безопасность работ и при необходимости оказать первую помощь.
При поражении электрическим током необходимо пострадавшему оказать первую помощь: освободить его от электропроводов; обеспечить доступ свежего воздуха и, если пострадавши? потерял• сознание, немедленно вызвать скорую медицинскую помощь. При необходимости, до прибытия врача производит! искусственное дыхание.
Защита зрения и открытой поверхности кожи от лучей электрической дуги. Горение сварочной дуги сопровождается излучением видимых ослепительно ярких световых лучей и невидимых ультрафиолетовых и инфракрасных лучей.
Яркость видимых лучей значительно превышает норму, допускаемую для человеческого глаза, и поэтому, если смотреть на дугу невооруженным глазом, то она производит ослепляющее действие. Ультрафиолетовые лучи даже при кратковременном действии в течение нескольких секунд вызывают заболевание глаз, называемое электрофтальмией. Оно сопровождается острой болью, резью в глазах, слезотечением, спазмами век. Продолжительное облучение ультрафиолетовыми лучами вызывает ожоги кожи.
Инфракрасные лучи при длительном воздействии вызывают помутнение хрусталиков глаза (катаракту), что может привести к временной и даже полной потере зрения. Тепловое действие инфракрасных лучей вызывает ожоги кожи лица.
Для защиты зрения и кожи лица от световых и невидимых лучей дуги электросварщики и их подручные должны закрывать лицо щитком, маской или шлемом, в смотровые отверстия которых вставлено специальное стекло — светофильтр. Светофильтр выбирают в зависимости от сварочного тока и вида сварочных работ.
Для защиты окружающих лиц от воздействия излучений в стационарных цехах устанавливают закрытые сварочные кабины, а при строительных и монтажных работах применяются переносные щиты или ширмы.
Защита от брызг металла и шлака. В процессе сварки и при уборке и обивке шлака капли расплавленного металла и шлака могут попасть в складки одежды, карманы, ботинки, прожечь одежду и причинить ожоги. Во избежание ожогов сварщик должен работать в спецодежде из брезента или плотного сукна, в рукавицах и головном уборе. Куртку не следует заправлять в брюки. Карманы должны быть плотно закрыты клапанами. Брюки надо носить поверх обуви. При сварке потолочных, горизонтальных и вертикальных швов необходимо надевать брезентовые нарукавники и плотно завязывать их поверх рукавов у кистей рук. Зачищать швы от шлака и флюса следует лишь после их полного остывания и обязательно в очках с простыми стеклами.
Защита от отравлений вредными газами, пылью и испарениями. Особенное загрязнение воздуха вызывает сварка электродами с качественными покрытиями. Состав пыли и газов определяется содержанием покрытия и составом свариваемого и электродного (или присадочного) металла. При автоматической сварке количество газов и пыли значительно меньше, чем при ручной сварке.
Сварочная пыль (так называемая аэрозоль) представляет собой смесь мельчайших частиц окислов металлов и минералов.
Основными составляющими являются оксиды железа (до 70 %), марганца, кремния, хрома, а также фтористые и другие соединения. Наиболее вредными веществами, входящими в состав покрытия, флюса и металла электрода, являются хром, марганец и фтористые соединения. Кроме аэрозоли, воздух в рабочих помещениях при сварке загрязняется различными вредными газами, например оксидами азота, углерода, фтористым водородом и др. На рабочем месте допускаются следующие предельные концентрации веществ в воздухе (мг/м3): марганец и его соединения — 0,3; хром и его соединения — 0,1; свинец и его соединения — 0,01; цинковые соединения — 5,0; оксид углерода — 20,0; фтористый водород — 0,5; окись азота — 5,0; бензин, керосин — 300,0.
Концентрация нетоксичной пыли более 10 мг/м3не допускается. Однако если содержание кварца в пыли превышает 10 %, то концентрация нетоксичной пыли допускается только до 2, мг/м3.
Удаление вредных газов и пыли из зоны сварки, а также подача чистого воздуха осуществляется местной и общей вентиляцией. При оборудовании сварочных кабин обязательно предусматривается местная вытяжная вентиляция с верхним, боковым или нижним отсосом, удаляющая газы и пыль непосредственно из зоны сварки. Общая вентиляция должна быть приточно-вытяжной, производящей отсос загрязненного воздуха из рабочих помещений и подачу свежего. В зимнее время воздух подогревают до температуры 20...22 °С с помощью специального нагревателя-калорифера.
При сварке в закрытых резервуарах и замкнутых конструкциях необходимо обеспечить подачу свежего воздуха под небольшим давлением по шлангу непосредственно в зону дыхания сварщика. Объем подаваемого свежего воздуха должен быть не менее 30 м3/м. Без вентиляции сварка в закрытых резервуарах и конструкциях не разрешается.
Вентиляционные устройства должны обеспечить воздухообмен при ручной электродуговой сварке электродами с качественными покрытиями 4000...6000 м3на 1 кг расхода электродов; при автоматической сварке под флюсом — около 200 м3на 1 кг расплавляемой проволоки; при сварке в углекислом газе — до 1000 м3на 1 кг расплавляемой проволоки.
Предотвращение опасности взрывов. Взрывы возможны при неправильных транспортировке, хранении и использовании баллонов со сжатыми газами, при сварочных работах в различных емкостях без предварительной тщательной их очистки от остатков горючих веществ.
Баллоны транспортируют с навернутыми предохранительными колпаками на подрессоренном транспорте или на специальных тележках. При этом толчки и удары недопустимы. Нельзя устанавливать баллоны вблизи нагревательных приборов или под солнечными лучами. На рабочем месте баллоны должны быть надежно укреплены в вертикальном положении, так чтобы исключалась всякая возможность ударов и падений. Категорически запрещается отогревать влагу в редукторе баллона с углекислотой и любых баллонов со сжатым газом открытым пламенем, так как это, безусловно, вызывает взрыв баллона. Отогревать можно только тряпками, смоченными горячей водой.
Емкости из-под нефтепродуктов необходимо перед сваркой тщательно очистить от остатков продуктов и 2...3 раза промыть горячим 10 %-ным раствором щелочи с продувкой паром или воздухом для удаления запаха. Ремонт газопроводов сваркой также производится только после тщательной продувки.
studfiles.net
Охрана труда
Глава 1. Общие требования по охране труда
1. К самостоятельному выполнению сварочных работ допускаются работники не моложе 18 лет, прошедшие медицинское освидетельствование, вводный инструктаж, первичный инструктаж, обучение и стажировку на рабочем месте, проверку знаний требований охраны труда, имеющие группу по электробезопасности не ниже II, профессиональные навыки по газосварочным работам и имеющие удостоверение на право производства газосварочных работ. 2. Работник обязан: - Выполнять только ту работу, которая определена рабочей инструкцией. - Выполнять правила внутреннего трудового распорядка. - Правильно применять средства индивидуальной и коллективной защиты. - Соблюдать требования охраны туда. - Немедленно извещать своего непосредственного или вышестоящего руководителя о любой ситуации, угрожающей жизни и здоровью людей, о каждом несчастном случае, происшедшем на производстве, или об ухудшении состояния своего здоровья, в том числе о проявлении признаков острого профессионального заболевания (отравления). - Проходить обучение безопасным методам и приёмам выполнения работ и оказанию первой помощи пострадавшим на производстве, инструктаж по охране труда, проверку знаний требований охраны труда. - Проходить обязательные периодические (в течение трудовой деятельности) медицинские осмотры (обследования), а также проходить внеочередные медицинские осмотры (обследования) по направлению работодателя в случаях, предусмотренных Трудовым кодексом и другими законодательными актами. - Уметь оказывать первую доврачебную помощь пострадавшим от действия электрического тока и при других несчастных случаях; - Уметь применять первичные средства пожаротушения. 3. При выполнении сварочных работ на работника возможны воздействия следующих опасных и вредных производственных факторов: -повышенное напряжение в электрической цепи, замыкание которой может пройти через тело человека; -расположение рабочего места на значительной высоте относительно земли (пола); -вредные вещества; -острые кромки, заусенцы и шероховатости на поверхности заготовок; -повышенная запыленность и загазованность воздуха рабочей зоны, токсические вещества в составе сварочного аэрозоля; -повышенная температура поверхности оборудования; -повышенная или пониженная температура воздуха рабочей зоны; -повышенная яркость света. -оборудование (газогенератор, баллоны с газом); -инфракрасное излучение; -расплавленный металл. -ультрафиолетовое, видимое и инфракрасное излучение; 4. Оборудование (газогенератор, баллоны с газом, горелки) – в результате неправильной эксплуатации или неисправности может произойти взрыв с тяжелыми последствиями. 5. Ультрафиолетовые лучи, возникающие при электросварке, вызывают ожоги лица, рук и приводят к воспалению глаз. Видимые лучи действуют на сетчатую и сосудистую оболочку глаз, а инфракрасные – на хрусталик и роговицу глаза. 6. Инфракрасное излучение оказывает вредное влияние на хрусталик и роговицу глаза. 7. Газы: ацетилен – бесцветный газ с резким характерным запахом. Длительное вдыхание ацетилена может повлечь за собой головокружение и даже отравление. Смесь ацетилена с кислородом и воздухом взрывоопасна; -пропан – бутан – метановая смесь – бесцветный газ со слабым запахом, взрывоопасен, при больших концентрациях может вызвать отравление. 8. Температура электрической дуги достигает 4000 °С при этом свариваемые детали значительно нагреваются и прикосновение к ним вызывает ожог. Горячая деталь внешне ничем не отличается от холодной и поэтому не воспринимается как источник опасности. Кроме того, при электросварке происходит разбрызгивание капель жидкого металла, которые попадая на тело вызывают ожоги. 9. Вредные газы и пыль (аэрозоль) выделяются при электросварочных работах и зависят от типа электродов, присадочного материала и свариваемого металла. Основными вредными веществами, входящими в состав выделяемых газов и аэрозолей, являются: оксид углерода, оксиды азота, хрома, марганца, цинка, кремния, фтористые соединения и др. Попадая вместе с вдыхаемым воздухом в организм работающего они могут привести к отравлениям, а пылевидная их часть – к поражению слизистой оболочки. 10. Работник при производстве сварочных работ должен быть обеспечен спецодеждой, спецобувью и другими средствами индивидуальной защиты в соответствии с Типовыми отраслевыми нормами бесплатной выдачи специальной одежды, специальной обуви и других средств индивидуальной защиты и Коллективным договором. (можно здесь указать перечень СИЗ или в приложении после интрукции) При нахождении на территории стройплощадки работник должен носить защитную каску. 11. В процессе повседневной деятельности необходимо: -применять в процессе работы сварочные аппараты, другое оборудование и средства малой механизации по назначению, в соответствии с инструкциями заводов-изготовителей; -не пользоваться приспособлениями, оборудованием обращению с которым он не обучен и не проинструктирован; -поддерживать порядок на рабочих местах, очищать их от мусора, снега, наледи, не допускать нарушений правил складирования материалов и конструкций; -быть внимательными во время работы и не допускать нарушений требований безопасности труда; 12. В случаях травмирования или недомогания необходимо прекратить работу, известить об этом руководителя работ и обратиться в медицинское учреждение.
13. За невыполнение данной инструкции виновные привлекаются к ответственности согласно действующего законодательства.
Глава 2. Требования по охране труда перед началом работы
14. Перед началом выполнения газосварочных работ работник обязан: -проверить наличие и исправность средств индивидуальной защиты; -осмотреть и подготовить свое рабочее место, убрать все лишние предметы, не загромождая при этом проходов; -проверить состояние пола на рабочем месте. Если пол скользкий или мокрый, потребовать, чтобы его вытерли или сделать это самому; -проверить наличие и исправность газосварочной аппаратуры, вентиляции, инструмента, приспособлений, а также воды в водяном затворе; -подготовить холодную воду для охлаждения горелки (резака), огнетушители, ящик с песком и другие средства пожаротушения; -убедиться, что вблизи места сварочных работ нет легковоспламеняющихся и горючих материалов. Если они имеются, потребовать, чтобы их убрали не менее чем на 5 м от места сварки (резки); -транспортировку баллонов с газом производить только на специальных тележках. Не бросать баллоны, не ударять друг о друга, не браться при подъеме баллона за его вентиль. Следить, чтобы на штуцере вентиля была заглушка, а на баллоне колпак; -включить вентиляцию. 15. Запрещается: -работать неисправным инструментом и приспособлениями или на неисправном оборудовании, а также самому производить устранение неисправностей; -переносить баллоны на плечах (одним или двумя рабочими). 16. Перед началом выполнения электросварочных работ работник обязан: -предъявить руководителю работ удостоверение о проверке знаний безопасных методов работ; -надеть каску, спецодежду, спецобувь установленного образца; -получить задание на выполнение работы у бригадира или руководителя. 17. Запрещается: -соединять сварочные провода скруткой; -касаться руками токоведущих частей; -осуществлять ремонт электросварочного оборудования. 18. После получения задания у руководителя работ необходимо: -подготовить необходимые средства индивидуальной защиты (при выполнении потолочной сварки – асбестовые или брезентовые нарукавники; при работе лежа теплые подстилки; при производстве работ во влажных помещениях – диэлектрические перчатки, галоши или коврики; при сварке или резке цветных металлов и сплавов – шланговый противогаз); -проверить рабочее место и подходы к нему на соответствие требованиям безопасности; -подготовить инструмент, оборудование и технологическую оснастку, необходимые при выполнении работ, проверить их исправность и соответствие требованиям безопасности; -в случае производства сварочных работ в закрытых помещениях или на территории действующего предприятия проверить выполнение требований пожаровзрывобезопасности и вентиляции в зоне работы; -проверить устойчивость свариваемых или разрезаемых деталей и конструкций; -убедиться в отсутствии в зоне работы пожароопасных материалов. 19. Запрещается приступать к работе при следующих нарушениях требований безопасности: -отсутствии или неисправности защитного щитка, сварочных проводов, электрододержателя, а также средств индивидуальной защиты; -отсутствии или неисправности заземления корпуса сварочного трансформатора, вторичной обмотки, свариваемой детали и кожуха рубильника; -недостаточной освещенности рабочих мест и подходов к ним; -отсутствии ограждений рабочих мест, расположенных на высоте 1,3 м и более, и оборудованных систем доступа к ним; -пожаровзрывоопасных условиях; -отсутствии вытяжной вентиляции в случае работы в закрытых помещениях. 20. Работник не должен приступать к работе при следующих нарушениях требований безопасности: -неисправности горелки или редуктора (неплотности примыкания накидной гайки редуктора, неисправности вентиля горелки); -неисправности манометра на редукторе (отсутствии клейма о ежегодном испытании или несвоевременном проведении очередных испытаний; разбитом стекле или деформированном корпусе, неподвижности стрелки при подаче газа в редукторе); -нарушении целостности баллона (наличие трещин или вмятин), а также отсутствии на баллоне с газом клейма с датой испытания; -неисправности водяного затвора ацетиленового генератора, а также наличии других неисправностей, указанных в инструкции завода-изготовителя по его эксплуатации, при которых не допускается применение генератора; -недостаточной освещенности рабочих мест и подходов к ним; -отсутствии ограждений рабочих мест, расположенных на высоте 1,3 м и более, и оборудованных систем доступа к ним; -отсутствии вытяжной вентиляции в случае работы в закрытых помещениях; -наличии в зоне работы взрывопожароопасньх материалов.
Обнаруженные неисправности и нарушения требований безопасности должны быть устранены собственными силами до начала работ, а при невозможности сделать это работник обязан сообщить о них руководителю работ.
Глава 3. Требования по охране труда во время работы
21. Электросварочные работы необходимо выполнять при соблюдении следующих требований безопасности: -место производства работ, а также нижерасположенные места должны быть освобождены от горючих материалов в радиусе не менее 5 м, а от взрывоопасных материалов и установок – 10 м; -при производстве электросварочных работ вне помещений (во время дождя или снегопада) над рабочим местом сварщика и местом нахождения сварочного аппарата должен быть установлен навес; -электросварочные работы на высоте должны выполняться с лесов или подмостей с ограждениями. Запрещается производить работы с приставных лестниц; -сварка должна осуществляться с применением двух проводов, один из которых присоединяется к электрододержателю, а другой (обратный) – к свариваемой детали. Запрещается использовать в качестве обратного провода сети заземления металлические конструкции зданий, технологическое оборудование, трубы санитарно-технических сетей (водопровод, газопровод и т.п.); -сварочные провода должны соединяться способом горячей пайки, сварки или при помощи соединительных муфт с изолирующей оболочкой. Места соединений должны быть заизолированы; соединение сварочных проводов методом скрутки не допускается; -сварочные провода должны прокладывать так, чтобы их не могли повредить машины и механизмы. Запрещается прокладка проводов радом с газосварочными шлангами и трубопроводами, расстояние между сварочным проводом и трубопроводом кислорода должно быть не менее 0,5 м, а трубопроводом ацетилена и других горючих газов – 1 м. 22. Перед сваркой работник должен убедиться, что кромки свариваемого изделия и прилегающая к ним зона (20-30 мм) очищены от ржавчины, шлака и т.п. При очистке необходимо пользоваться защитными очками. Свариваемые детали до начала сварки должны быть надежно закреплены. При резке элементов конструкций электросварщик обязан применять меры против случайного падения отрезаемых элементов. 23. Емкости, в которых находились горючие жидкости или кислоты, до начала электросварочных работ должны быть очищены, промыты, просушены с целью устранения опасной концентрации вредных веществ. 3апрещается производить сварку на сосудах, находящихся под давлением. Сварку (резку) свежеокрашенных конструкций и деталей следует производить только после полного высыхания краски. 24. При выполнении электросварочных работ в закрытых емкостях или полостях конструкций необходимо соблюдать следующие требования безопасности: -рабочее место должно быть обеспечено вытяжной вентиляцией, а в особых случаях сварку следует производить в шланговом противогазе; -применять освещение напряжением не выше 12 В, устанавливая трансформатор вне емкости; -работы необходимо осуществлять с применением предохранительного пояса с креплением его к веревке, другой конец которой должен держать страхующий снаружи емкости; электросварочный аппарат должен иметь электроблокировку, обеспечивающую автоматическое отключение напряжения холостого хода или ограничение его до напряжения 12В с выдержкой времени не более 0,5 с; -при работе пользоваться диэлектрическими перчатками, галошами, ковриком, а также изолирующим шлемом. 25. При выполнении сварочных работ в одном месте несколькими работниками, их рабочие места необходимо ограждать светонепроницаемыми щитами из несгораемого материала. Запрещается одновременная электросварка и газосварка (газорезка) внутри закрытой емкости или резервуара. 26. Во время перерывов в работе запрещается оставлять на рабочем месте электрододержатель, находящийся под напряжением, сварочный аппарат необходимо отключать, а электрододержатель закреплять на специальной подставке или подвеске. Подключение и отключение сварочных аппаратов, а также их ремонт должны осуществляться специальным персоналом через индивидуальный рубильник. 27. При выполнении работ на действующих объектах с установленным режимом проведения огневых работ работник обязан выполнять дополнительные требования инструкций, утвержденных Госгортехнадзором России. 28. Газосварочные работы необходимо выполнять при соблюдении следующих требований безопасности: -шланги должны быть защищены от соприкосновений с токоведущими проводами, стальными канатами, нагретыми предметами, масляными и жирными материалами. Перегибать и переламывать шланги не допускается; -перед зажиганием горелки следует проверить правильность перекрытия вентиля (при зажигании сначала открывают кислородный вентиль, после чего ацетиленовый, а при тушении – наоборот); -во время перерывов в работе горелка должна быть потушена и вентили на ней перекрыты, перемещаться с зажженной горелкой вне рабочего места не допускается; -во избежание сильного нагрева горелку, предварительно потушив, следует периодически охлаждать в ведре с чистой водой; -емкости, в которых находились горючие жидкости или кислород, разрешается сваривать (резать) только после их очистки, промывки и просушки. Запрещается производить сварку, резку и нагрев открытым пламенем аппарата сосудов и трубопроводов под давлением; -во избежание отравления окисью углерода, а также образования взрывоопасной газовоздушной смеси запрещается подогревать металл горелкой с использованием только ацетилена без кислорода; -свариваемые (разрезаемые) конструкции и изделия должны быть очищены от краски, масла, окалины и грязи с целью предотвращения разбрызгивания металла и загрязнения воздуха испарениями газа; -свариваемые конструкции до начала сварки должны быть закреплены, а при резке должны быть приняты меры против обрушения разрезаемых элементов конструкций; -при обратном ударе (шипении горелки) следует немедленно перекрыть сначала ацетиленовый, затем кислородный вентили, после чего охладить горелку в чистой воде; -разводить огонь, курить и зажигать спички в пределах 10 м от кислородных и ацетиленовых баллонов, газогенераторов и иловых ям не допускается. 29. При газопламенных работах в закрытых емкостях или полостях конструкций необходимо выполнять следующие требования: -использовать в процессе работы вытяжную вентиляцию, а в особых случаях – шланговые противогазы; -размещать ацетиленовые генераторы и газовые баллоны вне емкостей; -выполнять работы только при наличии вне емкости двух работников, которые должны страховать газосварщика с помощью веревки, второй конец должен быть прикреплен к его предохранительному поясу; -провести проверку загазованности в колодцах, тоннелях и других местах возможного скопления взрывопожароопасных газов до начала производства работ; -не допускать одновременно производства газопламенных и электросварочных работ. 30. При работе с карбидом кальция работник обязан выполнять следующие требования безопасности: -хранить барабаны с карбидом на стеллажах в сухом, закрытом, но хорошо проветриваемом помещении, защищенном от проникновения влаги; запрещается хранить карбид кальция в подвальных помещениях и около рабочего места; -в случае возникновения пожара в помещении, где хранится карбид кальция, тушить огонь следует сухим песком или углекислотными огнетушителями. Запрещается при тушении использовать воду. -вскрывать крышки барабанов с карбидом кальция латунным зубилом и деревянным молотком либо специальным ножом; для предупреждения искрообразования барабан в местах вскрытия необходимо покрыть слоем солидола толщиной 2-3 мм; -размельчать крупные куски карбида латунным молотком; при дроблении необходимо находиться под навесом, пользоваться респиратором (противогазом) и защитными очками; -переносить куски карбида в герметически закрываемой таре. 31. При использовании газовых баллонов необходимо выполнять следующие требования безопасности: -хранение, перевозка и выдача газовых баллонов должны осуществляться лицами, прошедшими обучение; -перемещение баллонов с газом следует осуществлять только в предохранительных колпаках на специальных тележках, контейнерах или других устройствах, обеспечивающих устойчивость положения баллонов; -хранить газовые баллоны – в сухих и проветриваемых помещениях, исключающих доступ посторонних лиц; -производить отбор кислорода из баллона до минимально допустимого остаточного давления – 0,5 атм; отбор ацетилена (в зависимости от температуры наружного воздуха) до остаточного давления 0,5-3 атм; -применять кислородные баллоны, окрашенные в голубой цвет, а ацетиленовые – в белый. 32. При эксплуатации ацетиленовых газогенераторов: -генераторы должны быть установлены на специальные металлические поддоны строго вертикально; запрещается устанавливать ацетиленовые генераторы в проходах, на лестничных площадках, а также в эксплуатируемых помещениях; -куски карбида кальция, загружаемые в генератор, должны быть не менее- 2 мм. При загрузке генератора необходимо надевать резиновые перчатки; -для определения мест утечки газа следует использовать мыльный раствор, не допускается использовать генератор, имеющий утечку газа; -перед пуском генератора и через каждые 2 ч работы необходимо проверять уровень воды в водяном затворе; работать с генератором, водяной затвор которого не заполнен водой или не исправен, не допускается; -карбидный ил следует высыпать в иловую яму, находящуюся вдали от транспортных путей и жилых районов. 33. При производстве газопламенных работ с применением пропан-бутановых смесей работник обязан выполнять следующие требования: -применять в работе газовые баллоны, редукторы и регуляторы, окрашенные в красный цвет; -не допускать нахождения более одного баллона с пропан-бутановой смесью на рабочем месте; -Следить за тем, чтобы окалина не попадала в сопло, а перед каждым зажиганием выпускать через резак образующуюся в шланге гремучую смесь паров, газов и воздуха.
34. При выполнении газопламенных работ на действующих предприятиях, где установлен режим огневых работ, работы следует выполнять по наряду-допуску.
Глава 4. Требования по охране труда по окончании работы
35. По окончании электросварочных работ работник обязан: -отключить электросварочный аппарат; -привести в порядок рабочее место, собрать инструмент, смотать в бухты сварочные провода и убрать в отведенные для их хранения места; -убедиться в отсутствии очагов загорания, при их наличии залить водой; -обо всех нарушениях требований безопасности, имевших место в процессе выполнения работы, сообщить бригадиру или руководителю работ; 36. После окончания газосварочных работ электрогазосварщик обязан: -потушить горелку; -привести в порядок рабочее место; -убрать газовые баллоны, шланги и другое оборудование в отведенные для них места; -разрядить генератор, для чего следует очистить его от ила и промыть волосяной щеткой; -убедиться в отсутствии очагов загорания, при их наличии – залить их водой; обо всех нарушениях требований безопасности, имевших место в процессе работы, сообщить бригадиру или руководителю работ. 37. Убрать спецодежду, средства индивидуальной защиты в предназначенные для хранения места.
38. Вымыть руки с мылом и принять душ, выполнить другие мероприятия личной гигиены.
Глава 5. Требования по охране труда в аварийных ситуациях
39. При возникновении аварий и ситуаций, которые могут привести к авариям и несчастным случаям, необходимо: - Немедленно прекратить работы и известить руководителя работ. - Под руководством ответственного за производство работ оперативно принять меры по устранению причин аварий или ситуаций, которые могут привести к авариям или несчастным случаям. 40. При обнаружении в процессе работы загораний необходимо работу прекратить, перенести баллоны, шланги и другое оборудование на безопасное расстояние от места загорания и принять меры к их тушению. Пламя следует тушить углекислотными огнетушителями, асбестовыми покрывалами, песком или сильной струей воды. В случае невозможности ликвидировать загорание собственными силами необходимо сообщить бригадиру или руководителю работ. 41. В случае возникновения неисправности сварочного агрегата, сварочных проводов, электрододержателей, защитного щитка или шлема – маски необходимо прекратить работу и сообщить об этом бригадиру или руководителю работ. Возобновить работу можно только после устранения всех неисправностей соответствующим персоналом. 42. При обнаружении неисправности оборудования для газопламенных работ (генератора, баллонов, редуктора, резака и т.п.) работник обязан прекратить производство работ и не возобновлять их до устранения неисправности. 43. В случае возникновения загазованности помещений при отсутствии вытяжной вентиляции работы необходимо приостановить и проветрить помещение. Работы также должны быть прекращены при выполнении их вне помещений (при возникновении дождя или снегопада). Работы могут быть возобновлены только после прекращения дождя или снегопада или устройства навеса над местом работы электросварщика. 44. При потере устойчивости свариваемых (разрезаемых) изделий и конструкций работы следует прекратить и сообщить о случившемся бригадиру или руководителю работ. После этого работник должен принять участие в работах по предотвращению обрушения конструкций. 45. При несчастных случаях: - Немедленно организовать первую помощь пострадавшему и при необходимости доставку его в медицинскую организацию; - Принять неотложные меры по предотвращению развития аварийной или иной чрезвычайной ситуации и воздействия травмирующих факторов на других лиц; - Сохранить до начала расследования несчастного случая обстановку, какой она была на момент происшествия, если это не угрожает жизни и здоровью других лиц и не ведет к катастрофе, аварии или возникновению иных чрезвычайных обстоятельств, а в случае невозможности ее сохранения – зафиксировать сложившуюся обстановку (составить схемы, провести другие мероприятия); 46. При термическом ожоге без нарушения целостности пузырей (ожог 1-й степени) необходимо подставить обожженное место под струю холодной воды на 10-15 минут или приложить холод на 20-30 минут, затем наложить сухую стерильную повязку. 47. При ожоге с нарушениями целостности ожоговых пузырей и кожи (2-й и 3-й степени) обожженный участок следует закрыть стерильным материалом. Поверх сухой ткани приложить холод. Не допускается промывать водой и бинтовать обожженную поверхность. 48. При любом повреждении кожи и тканей тела следует смазать йодом кожу вокруг раны, закрыть стерильным материалом и наложить повязку. 49. При ощущении боли в глазах надо немедленно прекратить работу, поставить в известность непосредственного руководителя и обратиться в медицинское учреждение. 50. В случае возникновения пожара: - Оповестить работающих в производственном помещении и принять меры к тушению очага пожара. Горящие части электроустановок и электропроводку, находящиеся под напряжением, тушить углекислотным огнетушителем.
- Принять меры к вызову на место пожара непосредственного руководителя или других должностных лиц.
51. Сообщить лицу, ответственному за производство работ о всех недостатках, замеченных во время работы, и принятых мерах по их устранению.
oxpana-tryda.ru
Безопасность при сварочных работах

Любые сварочные работы предполагают потенциальную опасность, причем не только для неопытного мастера, но и для профессионала.
Каждое проведение сварочных работ, масштабное или мелкое, должно сопровождаться определенными мерами, которые позволят защитить жизнь и здоровье сварщика и не допустить выхода ситуации из-под контроля.
Случаев, когда из-за несоблюдения техники безопасности сварщик получает травмы, тысячи. Поэтому, прежде чем открыть сварочный кейс и приступить к работе, неплохо бы проверить, все ли меры защиты соблюдены.
Организовывая электричество своими руками, вы рискуете не только собственной жизнью, но и жизнь окружающих, ведь выход сварки из-под контроля может привести к плачевным последствиям.
Итак, существует ряд правил, которые защитят вас и ваше окружение.
Не стоит пренебрегать ими, даже если вы считаете себя опытным мастером, и сварка для вас – дело привычное.
Безопасность при проведении сварочных работ

Выделяют несколько видов опасности при проведении сварочных работ. В первую очередь, это электробезопасность, затем оптическая безопасность, предотвращение пожара, предотвращение возникновения чрезвычайной ситуации во время работы.
Электробезопасность – важнейший аспект работы. Как правило, сварочные аппараты имеют электрическое питание, а значит, риск получить удар током возрастает.
Перед проведением сварочных работ, стоит позаботиться о том, чтобы все провода были изолированы.
Повреждений в изоляции быть не должно, так как это может привести к поражению мастера электрическим током.
Источник тока – сварочный инвектор — основа питания сварочной дуги. Он также нуждается в изоляции, а главное, в заземлении. Стандартный сварочный инвектор также предполагает наличие изоляции сварочной дуги и всех проводов.
Неисправности сварочного аппарата стоит ликвидировать до начала работы, а не во время нее.
Лучше, если чинить сварочные аппараты и их комплектующие будет все же мастер.
Чтобы защититься от случайного поражения током, необходимо проводить работы в специальной одежде, рекомендованной для такой деятельности. Как правило, это специальные рукавицы и войлочная обувь, а также защитный костюм. Кроме того, проследите, чтобы все «обмундирование» было сухим.
Проверять исправность сварочного оборудования необходимо регулярно, желательно – перед каждой работой.
Оптическая безопасность, в переводе на простой язык – это защита глаз.
Повсеместно встречаются мастера, которые производят мелкие, а иногда и крупные сварочные работы без масок или очков. Именно это приводит к печальным последствиям: от частичного повреждения органов, до полной потери зрения.
Безопасность при сварочных работах обеспечивают специализированные защитные маски. Защита же, изготовленная кустарным способом, не гарантирует вашей безопасности.
Кроме того, что очки и маска защитят ваши глаза от случайных искр, они еще смогут отразить мелкую металлическую стружку при зашкуривании.
Попадание такой стружки в глаза грозит серьезным повреждением, вплоть до потери зрения.
Современные маски не только защищают глаза, но и обеспечивают комфортную работу: они не искажают картинку и могут регулировать степень затемнения.
Пожарная и специальная безопасность. Используя сварочный аппарат без соблюдения техники безопасности, вы рискуете не только своим здоровьем, но и безопасностью объекта, на котором работаете и жизнью других людей.
Позаботьтесь о защите от возможного взрыва, если вы работаете в закрытом помещении.
Если же работы за пределами помещения, стоит подумать не только о собственной защите, но и о защите окружающих.
Чтобы не допустить поражения глаз или попадания на окружающих раскаленных брызг, используют специальные экраны и щиты.
Существует также опасность поражения посторонних людей током. Чтобы предотвратить это, существует контур заземления дома и профилактика исправности оборудования, о которой говорилось выше.
Также стоит подумать о том, как предупредит возникновение пожара. Чтобы чрезвычайной ситуации не произошло, исключите возможность проведения сварочных работ вблизи легковоспламеняющихся предметов, сварку металла на дереве или других пожароопасных материалах.
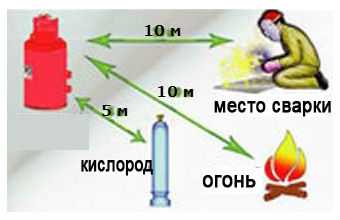
Специальная безопасность также включает в себя меры предосторожности при работе на высоте.
Тросы и страховка помогут вам избежать падения.
Большинство несчастных случаев при проведении сварочных работ связано с безответственностью самого мастера, и лишь небольшая их часть происходит из-за неучтенных факторов.
Если элементарные правила безопасности соблюдаются, работы проводятся в специальном костюме и маске, все источники тока заземлены и изолированы, риск получить травму будет гораздо ниже.
Проведение сварочных работ
Главная » Статьи » Проведение сварочных работ
Во многих сферах производства существуют работы с повышенной опасностью для жизни и здоровья рабочих, к таким работам относится сварка. Рассмотрим наиболее частые нарушения техники безопасности при проведении сварочных работ.
Техника безопасности при проведении сварочных работ любого типа играет исключительную роль, так как процесс сварки относится к процессам повышенной опасности. К сожалению, на многих предприятиях многие работники и их руководители игнорируют элементарнейшие требования правил техники безопасности.
Самыми распространенными нарушениями являются:
1. Использование оборудования не по назначению.
- попытки переделать один тип электросварочного аппарата в другой, например, сварочный инвертор в полуавтомат. В таком случае гарантия безопасной эксплуатации, данная производителем, аннулируется, так как в систему вносятся несанкционированные изменения.
- Еще один распространенный момент – использование редукторов на баллоне с неподходящим газом, например, кислородные редукторы выходят с завода обезжиренными, а углекислотные содержат на поверхности резьбы и внутри механизма смазку, которая при контакте с чистым кислородом загорается и может привести ко взрыву.
2. Неправильное хранение и транспортировка баллонов, несвоевременная и недействительная аттестация.
Хранение баллонов со сжатым газом и их транспортировка должны осуществляться в специальных условиях, которые исключают возможность падения баллона и повреждения его вентиля, на деле для этого должны использоваться специальные стальные контейнеры, однако на деле лишь немногие фирмы тратятся на создание специальных условий, что может потенциально угрожать здоровью сотрудников предприятия. Кроме того, как известно, каждый баллон должен проходить аттестацию каждые несколько лет, она удостоверяет пригодность баллона к эксплуатации и ее безопасность. После аттестации баллона на его поверхность ставится специальное клеймо со сроком действия аттестации и датой ее следующего проведения. Некоторые организации и предприниматели подделывают клеймо и заправляют потенциально неисправный баллон, что может привести к нежелательным последствиям.
3. Отсутствие на сварщике защитной одежды во время проведения сварочных работ.
Такое упущение может привести к ожогам кожи и глаз, поэтому при электросварочных работах на сварщике обязательно должен быть головной сварочный щиток, рукавицы – краги, костюм сварщика из огнеупорного материала, которые можно приобрести на zim.ua, где помимо спецодежды можно приобрести качественные и недорогие сварочные электроды. При проведении газосварочных работ на сварщике должны быть специальные затемненные очки и термостойкая одежда. Сварщик должен всегда хорошо видеть процессы, происходящие в сварочной ванне, поэтому светофильтры должны заменяться при их первом же повреждении.
4. Алкоголь.
Часто несчастные случаи на предприятиях связаны именно с алкогольным опьянением работников, многие считаю это нормой – выпить спиртного до или во время работы. За этим следует постоянно следить и очень жестко наказывать сотрудников таким образом нарушивших трудовую дисциплину.
Рекомендации: следует строго следить за выполнением требований правил техники безопасности каждым работником. Все сварочное оборудование должно быть исправным и использоваться строго по назначению. Следует внедрять в процесс производства новые, более безопасные технологии, например вместо обычных масок сварщика лучше применять автоматические сварочные маски, которые меняют степень своего затемнения, это позволит существенно повысить защиту глаз сварщика.
dom-remonta.org
Техника безопасности при сварочных работах: место проведения сварочных работ, средства индивидуальной защиты :
Сварка – это технологический процесс получения надежных соединительных швов между деталями. Он всегда сопровождаются повышенными рисками для здоровья человека. В связи с этим должна соблюдаться техника безопасности при сварочных работах.
Общее понятие охраны труда
Для того чтобы меры безопасности выполнялись в полной мере, существует система управления. Охрана труда при сварочных работах предусматривает наличие комплексного механизма по регулированию соблюдения правил безопасности во время проведения конкретных технологических операций. Существует перечень нормативно-правовых актов на уровне государства, региона, отрасли, предприятия, цеха.
- ГОСТы, регламентирующие особенности технологий и их контроля.
- Технологическая и руководящая документация.
- Правила безопасности, охраны труда, внутрипроизводственные и специализированные инструкции.
- Правовые механизмы привлечения к ответственности за несоблюдение мер предосторожности.
Правовые акты обуславливают деятельность специальных служб, призванных контролировать, соблюдается ли техника безопасности при сварочных работах, обеспечивать необходимым оборудованием, проводить регулярный инструктаж и привлекать к ответственности за несоблюдение ТБ.

Правила подготовки к сварке
Начальный этап должен сопровождаться проверкой:
- Знаний и инструктажем по теме: «Техника безопасности при выполнении сварочных работ».
- Рабочего места, обеспечения его чистоты, отсутствия лишних предметов и легковоспламеняющихся веществ.
- Целостности и исправности средств индивидуальной защиты, вентиляции; источников питания, кабелей, соединительных муфт, заземления, изоляции (дуговая сварка); ацетиленовых генераторов, баллонов с газом, редукторов, манометров, горелок (газовая сварка).
- Взаимного соответствия оборудования по параметрам предельно допустимого напряжения, силы тока, давления газа.
- Напольного покрытия на предмет влажности и присутствия резинового коврика.
- Наличия средств пожаротушения.
Оформление поста для дуговой сварки
Охрана труда и техника безопасности регламентирует соответствующее оборудование рабочего места:
- Обеспечение качественного освещения и вентиляции, в случае отсутствия налаженного проветривания должна быть создана искусственная система вентилирования.
- Покрытие стен и пола с помощью огнеупорных красок или специальной штукатурки должно иметь высокую степень отталкивания ультрафиолета.
- Заземление источников питания: трансформаторов, выпрямителей, осцилляторов и т. д.
- Тщательная изоляция всех соединений, применение качественных соединительных муфт.
- Наличие систем автоматического прерывания напряжения в случае обрывов и неисправностей.
- Диаметр кабеля должен соответствовать силе тока: 10 мм2 – 100 А, 25 мм2 – 200 А, 35 мм2 – 300 А, 70 мм2 – 500 А.
- Правильный подбор электродов. Соединение кабеля с источником напряжения и с электродным держателем осуществляется с помощью муфт и клемм. Не допускается скручивание и иные способы самодельных креплений.
- Наличие резиновых ковриков, специальной защитной одежды и обуви сварщика, перчаток, маски со светофильтром.
- Снабжение огнетушителем и доступом к холодной воде.
Техническое обеспечение соблюдения техники безопасности производственного процесса должно быть задокументировано в соответствующих планах и картах. В случае отсутствия специальной кабины или поста все вышеперечисленные меры предосторожности соблюдаются в обязательном порядке.

Выполнение электродуговой сварки
Проведение сварочных работ с помощью электрической дуги должно сопровождаться соблюдением следующих правил:
- Проверка чистоты изделий, качества зачистки и обработки кромок.
- В случае сваривания конструкций, ранее имеющих контакт с нефтепродуктами или иными легковоспламеняющимися веществами, проверить качество дополнительных ступеней очистки.
- Четко соответствовать нормам, соблюдать предельно допустимые значения напряжения и силы тока.
- Применять низковольтное освещение (до 12 В).
- Отсутствие прямого контакта с электродными держателями и клеммами.
- В ситуациях, когда работы проводятся на свободной территории без специально оборудованного поста, выполнять действия под накрытием, защищающим от непогоды, с обязательным соблюдением особенностей свариваемости металла.
- В сварочном цеху расстояние между трансформаторами ‒ не менее 1 м.
- Высотную сварку проводить с помощью лесов.
Перерывы или прекращение действий соблюдаются полным отключением всей системы и соответствующего оборудования.
Завершение электродуговой сварки
Окончание рабочего процесса сопровождается:
- Отключением источников питания.
- Разъединением всех клемм.
- Проверкой исправности всех основных и вспомогательных элементов, а также отсутствия возможных очагов возгорания, в случае присутствия тлеющих искр тщательно затушить их.
- Упаковкой и сортировкой оборудования и защитной одежды.
- Уборкой рабочего места.
- Тщательным проветриванием помещения.
- Личной гигиеной.
- Информированием начальства обо всех нарушениях или неисправностях.

Оформление поста для газовой сварки
Место сварочных работ должно характеризоваться выполнением следующих требований:
- Наличие необходимого освещения и вентиляции.
- Ацетиленовые генераторы устанавливаются на металлическом поддоне, на расстоянии 10 м от места сварки. Объем воздуха в помещении для разрешения их использования – 60 м3. Должны быть заправлены карбидом кальция и водой в строгом соответствии с нормативными требованиями, установлены вертикально с сопровождаемым продувом оставшегося воздуха. Обязательным является проверка исправности водяного затвора, заполнение его водой или незамерзающей жидкостью.
- Газовые баллоны помечаются соответствующим образом (ацетилен – красный, кислород – синий). Устанавливаются вертикально на расстоянии более 5 м от рабочего места. Транспортируются до поста с помощью специального оборудования, без ударов, отдельно друг от друга. Запрещается носить на плечах или в руках!
- Исправность редукторов, манометров, шлангов и горелок.
- Лица, которые участвуют в (как устанавливают правила) сварочных работах, должны иметь специальную одежду, обувь, защитные рукавицы, маски со светофильтрами, а также свободный доступ к холодной воде.
- Отсутствие на посту и вблизи легковоспламеняющихся веществ и предметов, источника огня или искры.

Выполнение газосварочных работ
Охрана труда и техника безопасности обуславливает выполнение газовой сварки с максимальным профессионализмом и осторожностью, с соблюдением всех правил и норм.
- Проверка качества подготовки свариваемых изделий и их кромок, отсутствия на их поверхности маслянистых и легковоспламеняющихся веществ.
- В случае переохлаждения генератора и баллонов их подогрев осуществлять исключительно с помощью пара или ветоши, смоченной в теплой воде.
- Установка соединений между горелками, шлангами, редукторами на баллонах, проверка креплений и соответствия оборудования между собой. Окрас газовых рукавов и редукторов: красный цвет – для ацетилена, синий – для кислорода. В случае использования ацетиленового генератора применяются инжекторные горелки, где ацетилен подается под давлением 0,02 МПа, а кислород – 0,2-0,3 МПа. Если же задействован баллон – безинжекторные горелки, где давление подачи ацетилена составляет 0,1 МПа.
- Подбор наконечника для горелки и присадочной проволоки в зависимости от толщины свариваемой детали: 0,5-1,0 мм – № 0, 2-4 мм – № 2, 6-9 мм – № 4 и т. д.
- Четкий контроль давления на входе в редуктор и на выходе. Максимально допустимый предел прочности газовых рукавов: 2 МПа, ацетилена – 0,63 МПа.
- Проверка достаточного наличия воды в водяном затворе.
- Запуск горелки начинать с открытия кислородного вентиля, после – ацетиленового. Завершение работы сопровождается действиями в обратном порядке. В ситуации возникновения обратного удара срочно закрыть ацетиленовый, а затем кислородный вентиль.
- Запрещается производить операции с помощью сомнительного или неисправного оборудования.
- Запрещается прикасаться к вентилям на баллонах и на редукторах рукавицами, имеющими частички масла или других легковоспламеняющихся веществ!
Требования к сварочным работам письменно документируются, озвучиваются в регулярных инструктажах и контролируются инспекторами и инженерами по технике безопасности.

Завершение газовой сварки
Техника безопасности при сварочных работах требует соблюдения правил окончания сварки в соответствии с четким регламентом:
- Остановка подачи газов через горелку: перекрытие ацетиленового, а затем – кислородного вентиля.
- Перекрытие баллонов, деактивация генератора, уборка в соответствии с требованиями, в том числе к их транспортировке.
- Распределение всего основного и вспомогательного оборудования по местам.
- Уборка, тщательное проветривание.
- Ликвидация возможных очагов возгорания.
- Доклад начальству о возникших нестандартных ситуациях, рисках, проблемах.

Правила безопасности в критических ситуациях
- Срочное приостановление сварки и информирование начальства.
- При возникновении возгорания немедленно убрать баллоны, генераторы, источники тока и прочее оборудование высокой степени риска на безопасное расстояние; начать деактивировать воспламенения с помощью углекислотных огнетушителей, асбестового материала, песка, воды, в случае высокой степени опасности вызвать дополнительную инспекторскую службу и службу пожаротушения.
- В случае обратного удара – срочное перекрытие подачи газов к горелке, редукторов. При снижении риска опасности – проверка водяного затвора и добавление воды.
- В ситуации критической загазованности – остановка рабочего процесса и тщательное проветривание помещения.
- Прерывание сварки в ситуациях, непригодных для ее осуществления: неисправность оборудования, негативные погодные условия при работах под открытым небом, нестабильность или неподготовленность свариваемых деталей. Информирование службы по охране труда и руководства.
- Оказание первичной помощи в случае ожогов и других повреждений. В ситуации опасности для зрения промыть глаза, обратиться к медперсоналу.
- Обо всех ситуациях докладывать руководству, в крайне критических обстоятельствах не менять положение объектов с целью упрощения дальнейшего расследования.

В связи с тем, что данный тип технологических операций сопровождается повышенным риском для жизни и здоровья человека, техника безопасности при сварочных работах должна быть обеспечена, задокументирована, подлежать регулярной системной проверке и повышению информативности персонала, строго соблюдаться и выполнятся всеми работникам.
- 12.12.2016
- 0
- Бизнес статьи
businessman.ru
Порядок проведения электросварочных работ
При электросварочных работах возникает опасность поражения электрическим током. Кроме того, возможно поражение глаз, поверхности кожи на открытых частях тела лучами электрической дуги, получение ожогов каплями расплавленного металла и шлака и отравление вредными газами, выделяющимися при электросварке.
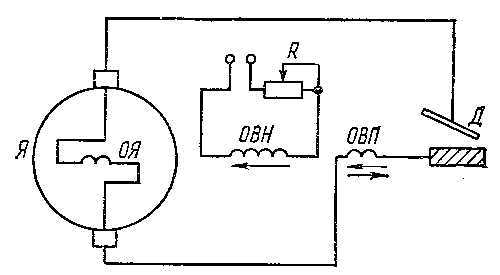
Электрическая схема сварочного генератора.
Для безопасности электросварщик должен быть обеспечен специальной одеждой и защитными приспособлениями. Специальная одежда состоит из куртки, брюк, ботинок с глухим верхом, рукавиц и головного убора без козырька.
Для выполнения потолочной сварки необходимы асбестовые или брезентовые нарукавники. Для сварки цветных металлов и сплавов, содержащих цинк, медь и свинец, необходим респиратор. Лицо и глаза защищают щитком-шлемом или маской. Стекла щитка-шлема (ТИС) или маски должны подбираться по зрению сварщика.
Чтобы принимать нужные меры безопасности при выполнении электросварочных работ, необходимо знать устройство наиболее широко применяемых при этих работах оборудования и аппаратуры, а также правила пользования ими.
Схема сварочного полуавтомата.
Для электродуговой сварки источниками тока обычно являются сварочные трансформаторы или специальные сварочные агрегаты. Напряжение холостого хода трансформатора должно быть достаточным для появления дуги и безопасным для человека, а после возникновения дуги должно уменьшаться до значений, соответствующих напряжению горения дуги. При изменении длины дуги не должна значительно изменяться величина сварочного тока, а при коротких замыканиях ток в цепи не должен превышать рабочий ток сварки более чем на 20—40%.
Необходимо, чтобы сварочный трансформатор обеспечивал возможность легко и плавно регулировать величину тока и быстро реагировать на изменения тока и напряжения в сварочной дуге.
Сварочные трансформаторы имеют трансформаторную и дроссельную обмотки, размещаемые на разных стержнях одного общего сердечника. Между трансформаторной и дроссельной частями сердечника помещен третий стержень - магнитный шунт. Для регулирования сварочного тока перемещают магнитный шунт или подвижную часть дроссельной половины сердечника.
Рисунок 1. Схема автоматического отключения сварочного трансформатора при холостом ходе.
Первичные обмотки сварочных трансформаторов выполняют с номинальным напряжением 220 и 380 В. Со стороны питающей сети сварочные трансформаторы должны быть защищены предохранителями. Провода, подводящие ток к электродам, должны быть гибкими, иметь изоляцию из вулканизированной резины, а поверх нее резиновый шланг. В сети первичного напряжения 220 и 380 В наименьшее сечение проводов на каждую фазу и их защита выбираются соответственно мощности сварочного трансформатора или агрегата.
Широко применяют автоматические устройства для отключения сварочных трансформаторов при холостом ходе (рис.1), обеспечивающие безопасность работы электросварщика при смене электродов.
Основными элементами устройства являются двухобмоточные реле Р, контактор К и котельный трансформатор Т. Контактор имеет два главных контакта и один нормально замкнутый блок-контакт. Главные контакты рассчитаны на силу тока 50 А. Катушка двухобмоточного реле состоит из двух обмотокab иcd.
При разомкнутом электроде Э1 со свариваемой деталью Э2 (свариваемая деталь в данном случае является электродом) главные контакы контактора разомкнуты, и поэтому сварочный трансформатор отсоединен от сети. При этом к электродам приложено вспомогательное напряжение 12 В от вторичной обмотки котельного трансформатора Т.
Требования правил техники безопасности при производстве электросварочных работ.
При замыкании электродов (начало сварки) замыкается цепь напряжения 12 В через нормально замкнутый блок-контакт контактора на обмоткуab двухобмоточного реле. При этом якорь втягивается и замыкает свой нормально разомкнутый контакт, который включает катушку контактора К. Контактор срабатывает и включает сварочный трансформатор, начинается процесс сварки.
При включении контактора его нормально замкнутый блок-контакт размыкается, и обмоткаab двухобмоточного реле обесточивается. Однако двухобмоточное реле остается включенным, так как оживляется вторая обмоткаcd реле, питаемая от дросселя, обтекаемого сварочным током. При размыкании электродов (конец сварки) обмоткаcd реле обесточивается, контактор отпадает и отключает сварочный трансформатор. Схема возвращается в исходное положение.
Описанное устройство работает надежно и при длительной эксплуатации дает большую экономию электроэнергии, так как во время смены электродов или кратковременных перерывов в работе сварочный трансформатор автоматически отключается.
Для сварки в стык, точечной и шовной сварки широко применяют стационарные стыковые, точечные и шовные машины электрической контактной сварки при вторичном напряжении холостого хода их трансформаторов не выше 36 в и первичном напряжении переменного тока не выше 500 В.
В процессе эксплуатации машины должны сохранять постоянство тока и вторичного напряжения. Изменение этих параметров не превышает для установок стыковой и точечной сварки ±6%, а для установок шовной сварки ±3%. Температура нагрева отдельных частей машины не должна быть выше 75°. Для каждой машины необходимо иметь отдельный рубильник и предохранители. На сварочной машине следует установить вольтметр.
Десять правил сварочных работ.
Все части сварочной машины, находящиеся под первичным напряжением, необходимо защищать ограждением, а корпуса машин надежно заземлять. Пол около машины следует держать сухим, покрывать деревянной решеткой или резиновым ковриком.
Поскольку поражение электрическим током возможно как непосредственно в процессе сварочных работ, так и при подключении к сети сварочных агрегатов, наибольшую опасность представляет одновременное прикосновение одной рукой к электроду, а другой к свариваемому предмету. В этом случае сварщик окажется под напряжением вторичной цепи установки, где напряжение колеблется в пределах от 25 до 90 В.
Повышенную опасность представляет также смена электродов, когда полное напряжение холостого хода трансформатора (65—90 В) находится между электродом и свариваемой деталью. При этом сварщик вынужден прикасаться рукой к электроду или к оголенным частям электрододержателем, находящимся под напряжением.
Для предупреждения поражения электрическим током сварщика необходимо, чтобы в передвижных электросварочных установках оба провода до трансформатора и провод от трансформатора к сварочному посту имели надежную изоляцию, регулярно проверяемую в эксплуатации, а также достаточное сечение проводов.
Сварочные установки можно подключать к общей сети только посредством исправных штепсельных соединений и рубильниками закрытого исполнения.
Конструкция электрододержателя должна обеспечивать надежное зажатие и быструю смену электрода. Рукоятка электрододержателя должна быть изготовлена из теплостойкого, плохо проводящего тепло и электричество материала. Запрещается пользоваться электрододержателями, рукоятки которых имеют нарушенную изоляцию.
Требования пожарной безопасности.
Следует учитывать, что смена электродов производится в процессе сварки довольно часто - через промежутки времени, исчисляемые минутами. Увеличение вероятности попадания под напряжение усугубляет опасность этой операции.
Мерой защиты служат сухие брезентовые рукавицы, защищающие сварщика одновременно от ожога металлом и лучистой энергией. В сухих нормальных сварочных помещениях эта мера оказывается вполне достаточной. При сварке внутри металлических котлов, резервуаров или в особо опасных помещениях, где условия для поражения током способствуют этому, необходимо применять другие, более надежные меры защиты. Одной из таких мер является применение безопасного электрододержателя.
Для предохранения глаз от вредного воздействия электрической дуги сварщику необходимо применять щитки или фибровые маски с защитными стенками (светофильтрами). Кроме того, с наружной стороны защитного стекла следует помещать предохранительное обыкновенное белое стекло. Щиток должен закрывать лицо со всех сторон без просветов во избежание попадания в глаза света от соседних электрических дуг.
При размещении нескольких сварочных аппаратов расстояние между токоведущими частями смежных сварочных аппаратов должно быть не менее 1,5 м.
Для предохранения окружающих людей от облучения место работы электросварщиков следует отгораживать щитами или производить электросварочные работы в специальных кабинах.
Капли расплавленного металла могут воспламенить одежду и вызвать ожоги тела. Для защиты сварщиков от ожогов и брызг металла работу необходимо производить в брезентовых рукавицах и спецодежде.
http://fazaa.ru/youtu.be/6HjqwRI-V4Y
На рукоятке щитка имеется дополнительный фибровый козырек (он легко заменяется при его повреждении), который предохраняет рукавицы от загорания.
При электродуговой сварке выделяются пыль и газы, вредно влияющие на здоровье сварщиков. Для предупреждения отравлений необходимо применять безвредные обмазки для электродов и флюсы при полуавтоматической сварке. Сварочные посты должны быть оборудованы приточно-вытяжной вентиляцией для удаления пыли и газов.
Необходимо помнить, что при работах в котлах и других металлических конструкциях, имеющих соединение с землей, сварщик должен избегать прикосновения к металлическим конструкциям и к неизолированным токоведущим частям сварочной цепи. В этих условиях сварщик обязан производить работу на резиновых матах, в резиновом шлеме, галошах и диэлектрических рукавицах.
http://fazaa.ru/youtu.be/LVKx31I-cB8
В связи с особой опасностью работ в котлах и аналогичных металлических конструкциях лицо, ответственное за их производство, обязано установить специальное наблюдение за работой электросварщика и обеспечить немедленное прекращение подачи тока по его сигналу.
Поделитесь полезной статьей:fazaa.ru
Правила и время проведения сварочных работ
Каждому человеку хотя бы раз в жизни приходится на время отложить все свои дела и приступить к выполнению мужских обязанностей — ремонту. Сварочные работы — неотъемлемая часть починки или ремонта. Будь то обновление труб, или просто ремонт стула. На первый взгляд неопытному человеку может показаться, что для правильного осуществления и проведения сварочных работ не требуются особые знания, но это очень серьезное заблуждение. Если не знать основные правила, то можно не только испортить предмет сварки, но и навредить собственному организму.
Как подготовиться к проведению сварочных работ
Первое и одно из главных правил — это техника безопасности. Не забывайте, что вы будете иметь дело с опасными инструментами, от которых постоянно будут отлетать искры. Следовательно, вам просто необходимо запастись соответствующим костюмом. Специалисты советуют использовать брезент в качестве защиты от нежелательных иск. В специализированных магазинах можно приобрести брюки, куртку, перчатки из брезента.
Куртку лучше всего заправить в брюки, таким образом, вы защитите себя от случайных травм. Но одежда еще не самое главное. Одной из распространенных травм во время сварки является ожог роговицы глаза. Случиться это может абсолютно случайно. Один раз «поймаете зайчика» и все.
Чтобы защитить себя от подобных ожогов, лучше всего приобрести специальный шлем или маску для сварки. Если их найти не удалось, то на крайний случай подойдут и солнечные очки со стеклянными линзами. Необходимо также убедиться, что рядом с местом проведения сварки есть запас воды, чтобы в случае чего можно было бы затушить пожар. Уберите все горючие жидкости и вещества, а также легко воспламеняющиеся предметы.
Для избавления от окалины после сварки вам понадобиться молоток (желательно тяжелее 300 грамм).
Место сварки должно быть хорошо защищено от ветра, сквозняка, но в тоже время необходимо, чтобы в помещении была бы правильно организована вентиляция воздуха: во время нагрева металлов выделяется огромное количество вредных веществ. Если комната будет не проветриваемая, то все эти вещества попадут на предметы или же вам в организм. Включать вентилятор или любые другие «дующие» приборы строго настрого запрещено: разлетающиеся искры могут послужить причиной ожога и пожара.
В зависимости от того, какой материал именно будет подвергаться обработки, следует учесть и время нагрева. Если этот фактор будет учтен неправильно, то очень возможно, что спустя короткий промежуток времени вам придется начинать сварку заново. У многих начинающих сварщиков и непрофессионалов возникает один и тот же вопрос, сколько времени следует нагревать полипропиленовые трубы при сварке.
Все зависит от диаметра трубы: чем он больше, тем дольше, следовательно, надо нагревать. Так, например, полипропиленовую трубу диаметром двадцать сантиметров нагревать следует всего лишь пять секунд, а диаметром девяносто сантиметров — сорок секунд. Время следует засекать непосредственно с того момента, когда труба и фитинг натянуты на паяльник. После завершения сварки на шве останется окалина. Избавиться от нее можно при помощи молотка. Опытные мастер, ударив молотком по шву, понимает, насколько хорошо или плоха была проведена сварка.
Скорость сварки
Скорость сварки также очень важно учитывать еще до начала работ. Чем быстрее все будет проведено, тем меньше вредных веществ будет выделено в воздух.

При высокой скорости сварки, шов, скорее всего, получится не ровным и не гладким. Если вы варите трубы, то особенно важна равномерность перехода от одного сантиметра к другому. Постарайтесь сделать так, чтобы шов везде был одинаковой ширины и толщины. Но только очень опытные мастера могут быстро проводить сварку таким образом, чтобы это не влияло на качество шва. Помните, что главное не скорость сварки, а качество. Движения должны быть плавными и уверенными. Если чувствуете, что начали затекать руки, или глаза уже сильно болят от зайчиков, то закончите данный шов и сделайте небольшой перерыв.
Но основной залог того, что вам удастся правильно и прочно сварить два металла — это опыт. Именно поэтому начинающим мастерам всегда советуют потренироваться на ненужных деталях. Лучше, если они будут не слишком толстыми. Прочувствуйте аппарат, поймите, какие моменты получаются лучше, а какие хуже. Только после всего этого можно приступать к настоящей сварки, в противном случае, возможно, что вы не почините, а наоборот окончательно испортите нужную вещь.
При небольшой тренировки вполне возможно, что в скором времени у вас начнут получаться настоящие творения из металлов. Но наша основная цель — это не искусство, а прочность и качество. Особенно, если дело касается важных вещей, например, таких как системы водоснабжения или электроснабжения. При неправильной сварки возможен не только быстрый выход систем из строя, но и довольно неприятные последствия.
В каких же случаях стоит самостоятельно попробовать сварить металлы? Если вы хотите стать мастером и только учитесь, то вам не однократно придется совершать ошибки по скорости сварки. Но это является нормальным процессом обучения любому делу. Ученики часто пытаются осуществить заказ быстрее, чем учитель, но в итоге работу приходится переделывать с нуля. Поэтому не забывайте, что скорость сварки — это конечно хорошо, но не основное, чему надо учиться.
Если же вы далеко не специалист и особого желания становиться им нет, если вам просто надо на быструю руку осуществить сварочные работы, то лучше рассудить, сможете ли вы это сделать самостоятельно или лучше обратиться к профессиональному сварщику.Но главное во время сварки — это всегда соблюдать правила безопасности!
Похожие статьиgoodsvarka.ru