Класс точности резьбы
Классы точности резьбы - Энциклопедия по машиностроению XXL
Особенно широко распространены в машиностроении стандартные резьбы, параметры которых устанавливаются соответствующими стандартами. Точность изготовления отдельных типов резьб определяется классом (степенью) точности резьбы. ГОСТ 16093-70 устанавливает три класса точности резьбы (точный, средний, грубый) и предусматривает условные обозначения точности. Необходимость применения того или иного класса точности определяется назначением резьбы и требованиями, предъявляемыми к резьбовому соединению.
[c.151]
Условное обозначение болта включает наименование вариант исполнения диаметр резьбы шаг резьбы (для мелких шагов) класс точности резьбы длину болта класс прочности подгруппу материала шифр покрытия номер стандарта .
[c.172]Класс точности резьбы, класс прочности, подгруппа материала, шифр покрытия в курсе инженерной графики не рассматривают и на учебных чертежах не указывают.
[c.172]
При изучении курса Черчение поле допуска или класс точности резьбы рекомендуется в условном обозначении не указывать.
[c.196]
Унификации в первую очередь подлежат посадочные со едино-, ния (по номинальным размерам, типу посадок щ классу точности), резьбы (по диаметру, шагу и классу точности), шлице в ы е и ш гоночные соединения, крепежные Детали и т. д. Целесообразно сокращать номенклатуру материалов, виды отделочных операций, гальванических покрытий, типы сварки, форму сварных швов и др.
[c.543]
Классы точности резьбы. В соответствии со сложившейся по многих странах практикой поля допусков сгруппированы в три класса точности точный, средний и грубый. Понятие о классах точности условное (на чертежах и калибрах указывают не классы, а ноля допусков), его используют для сравнительной оценки точности резьбы. Точный класс рекомендуется для ответственных статически нагруженных резьбовых соединений, а также когда требуются малые колебания характера посадки средний класс— для резьб общего применения и грубый —для резьб, нарезаемых на горячекатаных заготовках, в длинных глухих отверстиях и т. п. При одном
[c.285]
Класс точности резьбы винтов по гост 9562—60
[c.347]
При выборе шагов резьб крупные шаги следует предпочитать мелким и класс точности резьбы 3 — классам точности 2 и 2а.
[c.265]
Примеры обозначений винта диаметром 12 мму длиной 40 мм, с классами точности резьбы 2 и 2а, из материала подгруппы 01, с покрытием по группе 1
[c.292]
Для винтов из материала подгруппы 00, без покрытия (группа 0), материал и покрытие в обозначении не указывать. Класс точности резьбы 3 в обозначении не указывать.
[c.292]
Класс точности резьбы 3, крупный шаг резьбы, исполнение 1, вид покрытия 00 (без покрытия) в обозначении ие указываются.
[c.223]
Пример обозначения винта диаметром 8 мм, длиной 25 мм, с классом точности резьбы
[c.230]
Класс точности резьбы 3 в обозначении не указывать.
[c.230]Пример обозначения винта диаметром 8 мм, длиной 25 мм, с классом точности резьбы 2, класса прочности b.Bi
[c.231]
Класс точности резьбы 3 предпочитать классу точности 2.
[c.231]
Примеры обозначений винта диаметром 10 мм, длиной 25 мм, с классами точности резьбы 2 и 2а, класса прочности 5.8, с покрытием по группе 1 с крупным шагом резьбы исполнения 1
[c.235]
Примеры обозначений винта диаметром 12 мм, длиной 40 мм, с классами точности резьбы 3, класса прочности 5.8, с крупным шагом резьбы б ез покрытия
[c.235]
Для резьбы с крупными шагами — класс точности 2 или 3, с мелкими — 2а или 3. Крупные шаги следует предпочитать мелким и класс точности резьбы 3 — классам точности 2 и 2а.
[c.239]
Пример обозначения гайки d = 12, с классами точности резьбы 2 и 2а, класса прочности 8, с покрытием 05
[c.240]
Для гаек нормальной точности класс точности резьбы 3 следует предпочитать классу 2а.
[c.243]
Примеры обозначений гайки d — (А мм с шагом резьбы 2 мм, с классом точности резьбы 2 и 2а, класса прочности 8, с покрытием 05 нормальной точности
[c.243]
Класс точности резьбы Шаг резьбы 5, мм
[c.90]
Диаметр резьбы Класс точности резьбы
[c.524]
Допуски метрических резьб со скользящей посадкой по среднему диаметру для диаметров от 1 до 600 мм, регламентированные ГОСТом 9253—59, приведены в табл. 21, 22. Установлено три класса точности резьбы кл. 1, кл. 2 и кл. 3, а для резьб с мелким шагом, кроме того, еще и класс 2а.
[c.100]
Способ получения резьбы Класс точности резьбы Способ получения резьбы Класс точности резьбы
[c.203]
Примечания 1. На производственных чертежах дополнительно указывают т1оле допуска, класс точности резьбы, класс прочности, подгруппу материала, шифр покрытия и его толщину.
[c.173]
Окружные скорости применяются от 3 до 100 м1мин в зависимости главным образом от материала заготовки. Точность резьбы отвечает 2-му классу. Точность резьбы выше 2-го класса достигается при работе с принудительной подачей вместо самозатягивания.
[c.255]
В обозначении не указывается исполнение 1, крупный шаг резьбы, грубый класс точности резьбы, вид покрытия 00 (без покрытия). Поэтому запись Болт М20х 70. 109 ГОСТ 7798—70 означает болт исполнения 1, с наружным диаметром резьбы 20 мм, имеет длину 70 мм, шаг резьбы крупный, класс прочности 10.9, класс точности резьбы грубый, без покрытия, выполнен по ГОСТ 7798—70.
[c.90]
Класс точности резьбы винтов по ГОСТ 9S62-fiO
[c.346]
Класс точности резьбы винтов по ГОСТ 9562—60 Заменя- ющее поле допуска Соотношение между отклонениями Соотношение между допусками Соотношение между отклонениями и допусками при других заменах
[c.348]
Болт МГ2 X 1,25.2а X 60.109.01 ГОСТ 151вЗ—69 Класс точности резьбы 3 в обозначении не указывать.
[c.229]
Гайка Ml2Xl,25.2a.S.05 ГОСТ 8381-вб Класс точности резьбы 3 в обозначении не указывается.
[c.240]
Точность метрических резьб - Справочник химика 21
Для метрических резьб с мелким шагом на средний диаметр вводится четыре класса точности 1, 2-й, 2а и 3-й.
[c.24] Для метрической резьбы с крупным шагом установлено три класса точности [c.24]
Создание ГОСТ Допуски и посадки деталей из пластмасс и Резьба метрическая деталей из пластмасс поможет машиностроителям устанавливать допуски на детали из пластмасс в соответствии с технически достижимыми классами точности. [c.99]
Точность метрических резьб [c.122]
Никифоров А, Д. Точность и технология изготовления метрических резьб. М., Высшая школа , 1963, стр. 177. [c.215]
Резьба труб и фланцев выполняется в пределах установленных допусков и проверяется резьбовыми калибрами. В настоящее время в азотной промышленности для труб, работающих под давлением до 700 ат, применяется нормализованная метрическая резьба, выполняемая по классу точности 2а. [c.284]
Обычно при накатывании метрических резьб с мелким шагом всех классов точности и крупных резьб отклонениями от прямолинейности пренебрегают. [c.132]
Технологическая точность резьбовых элементов приобретает специфику из-за усадочных процессов, искажающих профиль и влияющих на образование погрешности размеров резьбы. Рассмотрим стандартную метрическую резьбу, профиль которой показан на рис. П1-14. Критерием оценки точности служит суммарная погрешность среднего диаметра резьбы пластмассовой детали, [c.145]
Точность резьб другого (отличного от метрического) профиля нормируется, естественно, с помощью иных критериев. Характерным примером этого является нормирование точности упорной резьбы, образуемой на деталях из стеклопластиков механической обработкой — резанием специальными резьбонарезными инструментами. Такие резьбы отличаются большими размерами по диаметру —до 600 мм. Исследования Ершова и Мордвина [73] показали, что для такой упорной резьбы (кстати, отличной от [c.155]
Для контроля метрической резьбы деталей из пластмасс калибры рекомендуется применять стандартные — для резьб классов точности 2а (мелкие шаги) и 3 —по ГОСТ 1623—61 для резьб 2а класса точности (крупные и особо крупные шаги) — по ГОСТ 10532 63. Калибры для 4 классов точности (см. стр. 155) предусматриваются ГОСТ 11952—66. [c.239]
Резьба болтов, шпилек и гаек метрическая по ГОСТ 9150—59 с допуском по 3-му классу точности (ГОСТ 16093—70). [c.18]
Для увеличения точности регулирования на шпинделе применяют мелкие метрические резьбы. [c.228]
Механическая обработка графитированных заготовок проводится на обычных токарных, фрезерных и сверлильных станках по третьему классу точности. Для резки применяются ленточные пилы с крупными зубьями. Для сверления отверстий диаметром менее 10 мм применяются обычные сверла, для больших диаметров — полые сверла с вакуумным отсосом пыли. При черновой токарной обработке скорость подачи равна 3 мм/об при глубине резания до 20 мм, при получистовой обработке скорость подачи составляет 0,5 мм/об и чистовой — 0,1 мм/об. Изделия можно полировать. Резьба нарезается при помощи фрез. Следует избегать мелких метрических резьб, так как они могут выкрашиваться. Графитированные материалы хорошо шлифуются мелкозернистыми абразивами. [c.42]
Резьбы, применяющиеся для соединения деталей трубопроводов высокого давления, стандартизованы. Для труб и фланцев применяются метрические резьбы по ГОСТ 9150—59 (см. главу XIV, часть 1), допуски по 2а классу точности по ГОСТ 9253—59 (табл. 37).
[c.145] Метрические резьбы повышенной точности диаметром от 2 до 100 мм [c.232]
Примечания . Число рабочих ходов указано для нарезания метрической резьбы для среднего класса точности. При нарезании точной резьбы число чистовых ходов увеличивают. [c.294]
Системы допусков и посадок цилиндрических резьб различного профиля (метрической, трапецеидальной и др.) с прямолинейными сторонами профиля построены по единым принципам. Рассмотрим их на примере метрической резьбы. Нормирование точности резьбы проводится от исходного (номинального) профиля. Отклонения — в тело детали, у болта — в минус, у гайки — в плюс. Стандартами ограничены отклонения среднего диаметра и диаметров выступов (наружного диаметра — для болтов, внутреннего диаметра — для гаек). [c.457]
М — резьба метрическая нормальной точности с полем допуска для штуцеров 6д, для гаек 6Н. [c.118]
Резьба метрическая по ГОСТ 9150—59, допускаемые отклонения по классу точности 2а ГОСТ 9253—59. [c.47]
Степень точности пригонки деталей обусловливает уровень прочности их адгезионных соединений [236]. Для резьбовых соединений значение I определяется видом и метрическим номером резьбы, взаимосвязь которых с вязкостью анаэробных адгезивов устанавливается специальными номограммами [237]. В зависимости от диаметра резьбы рекомендуют следующий расход анаэробных адгезивов (см ЮОО щт. числитель — болт, знаменатель — гайка) [c.61]
Резьба, как правило, применяется или трубная (ГОСТ 6357-52) или 1-я мелкая метрическая (ГОСТ 9150-59), выполняемая по 2-му классу точности. [c.264]
Резьба гаек, болтов и шпилек — метрическая по ГОСТ 9150—59. Допуски на резьбу — по 3-му классу точности ГОСТ 9253—59. [c.9]
Метрические и трапецеидальные резьбы обычной точности при любой длине накатываемой детали [c.232]
Примечания 1. Число ходов указано для нарезания крепежной метрической и трапецеидальной резьб средней точности. При нарезании точной метрической и трапецеидальной резьб кроме указанного в таблице числа ходов необходимо применять дополнительно два-три зачистных хода при скорости резания 4 м/мин. [c.294]
Отклонение на размеры, не ограниченные допусками, — по 7-му классу точности. Резьба метрическая — по ГОСТ 9150—59, поле допуска 7Н — по ГОСТ 16093—70. Пластмассовые ручки I и II исполнения устанавливать на рычаг, смазанный эпоксидной смолой. [c.607]
Резьбы метрические, трубные, конические Нормальной точности Повышенной точности У6 V7 [c.193]
Точность метрических резьб, получаемых на деталях из пластмасс резание.м, нормируется практически допусками тех же классов точности, что и резьб формуемых. Отдельные исследовйния показали, что нарезание резьб на пластмассовых деталях позволяет несколько повысить точность. В Пензенском политехническом институте при нарезании резьб диаметром М20 машинными мётчиками степени точности С и D на токарно-винторезном станке методом самозатягивания устойчиво достигался 2 класс точности резьбы (на деталях из пресспорошка К-211-2, прессматериала А.Г-4 и других при скорости резания в 2— 2 m мин и переднем угле метчика в пределах oY —15 до -1-10°). [c.155]
Квалитеты размеров резьбовых формую1цих элементов. Квалитеты размеров элементов, предназначенных для формования метрической резьбы в пластмассовых деталях, назначают в зависимости от степени точности формуемой резьбы. При 6-й и 7-й степенях точности среднего ди- [c.44]
Погрешности, вызываемые неточностью заготовок под резьбу. К числу доминирующих факторов, вызывающих рассеивание среднего диаметра резьбы, относится точность изготовления заготовок под резьбу. При накатывании резьбы форма детали изменяется (пластическая деформация заготовки). Поэтому погрешность диаметра заготовки сказывается на точности резьбы по среднему диаметру. Между погр-ешностью среднего диаметра метрической резьбы и погрешностью диаметра заготовки существует следующая приближенная зависимость [c.130]
Точность суммарного среднего диаметра резьбы калибра, аналогично приведенному среднему диаметру метрической резьбы, учитывает одновременно погрешности собственно среднего диаметра, шага и г,оловины угла профиля. [c.194]
Допуски метрических резьб по ГОСТ 16093—70 распространяются на метрические резьбы с диаметрами 1—600 мм с профилем и основными размерами по ГОСТ 9150—59. Стандарт устанавливает предельные отклонения резьб в посадках скользящих и с зазорами. Расположение полей допусков, степени точности и их обозначения. Расположение полей допусков болтов указано на рис. 2, гаек — на рис. 3. Отклонения отсчитывают от номинального профиля резьбы, показанного на рис. 2 и 3 утолщенной линией. Расположение полей допусков резьбы относительно номинального профиля определяется основным отклонением — верхним для болтов и нижним — для гаек. ГОСТ разработан с учетом рекомендаций ИСО Р965 и СЭВ РС2272—69. Установлены следующие ряды основных отклонений, обозначаемые буквами латинского алфавита (строчной — для болта и прописной — для гайки) для резьбы болтов — к, g, е, ё для резьбы гаек — Н, С. Установлены следующие степени точности, определяюпц1е допуски диаметров резьбы болтов и гаек и обозначаемые числами [c.429]
Головки резьбонарезные самооткрывающиеся с тангенциальными плоскими плашками типов РГТ, С-225 и др. предназначены для нарезания наружных метрических, а также трубных цилиндрических и конических резьб иа болторезных, трубонарезных, гокарных, револьверных и других станках. Точность элементов резьбы обеспечивается для метрических рс)ьб в соответствии с полями допусков 6/г, 6g, 8(1, 8 по ГОСТ 16093 — 81 и для трубной резьбы в пределах классов точности А или В по ГОСТ 6357-81.
[c.213] Точность элементов нарезаемой резьбы обеспечивается для метрических резьб в соответствии с полями допусков 6й 8Й6А 8й 6 8 по ГОСТ 16093 — 81, а для трубной резьбы в соответствии с требованиями классов А или В по ГОСТ 6357-81. [c.215]
Бесстружечные метчики для метрической резьбы изготовляют следующих степеней точности Н1, Н2, НЗ, Н4, 01, 02. [c.242]
В зависимости от числа инток резьбы иа длн(ге свинчивания болта и гайки стандартом устаиов1епы три класса точности. Предельные отклонения п допуски метрических резьб с крупными и мелки-М[г шагами устаповле 1Ы для скользящих посадок. [c.130]
Особенности резьбонарезания, точность резьбы | stamo-tools.ru
Силы, действующие при резьбонарезании
Ниже приведены силы возникающие при резьбонарезании у метчика со спиральной канавкой (рис. А) и с прямой канавкой с подточкой (рис. Б):
| | | Направление вращения Силы резания Осевые силы Радиальные силы |
| рис. А (силы, действующие при использовании метчиков с правой спиралью) | рис. Б (силы, действующие при использовании метчиков со спиральным забрным конусом) | |
Это необходимо учесть при использовании плавающих резьбонарезных патронов.
В случае использования метчиков с правой спиралью осевые силы направлены в сторону подачи, что компенсируется продольным растяжением патрона. Это может привести к увеличенному шагу резьбы.
Поэтому значение подачи необходимо назначать приблизительно на 5% меньше от расчетной Vf= n*p (где n частота вращения, p-шаг резьбы).
В случае использования метчиков с левой спиралью или прямыми канавками осевые силы действуют против направления подачи, поэтому рекомендуется использовать расчетное значение подачи.
Точность резьбы
| Метчик | Внутренняя резьба, гайка | Тип соединения |
| ISO | DIN | ANSI/ASME |
| ISO 1 | 4H | 3B | 4H | 5H | | | | C натягом |
| ISO 2 | 6H | 2B | 4G | 5G | 6H | | | По переходной посадке |
| ISO 3 | 6G | 1B | | | 6G | 7H | 8H | С зазором |
| | 7G | | | | | 7G | 8G | Прослабленное под покрытие |
Классы точности
| Внутренняя резьба класс точности H | Допуски на метчики | Допуски на раскатники | Внутренняя резьба класс G |
| |
D2 - средний диаметр, Au- основное отклонение
Для получения стандартного резьбового соединения с переходной посадкой необходимо использовать метчики с допуском ISO 2, 6H или 2В. Метчики с меньшим допуском по ISO 1 (4Н или 3В) позволяют получить соединение с натягом по среднему диаметру резьбы. Метчики с допуском по ISO 3 (6G, 1B) используются в гайках, на которые предполагается нанести покрытие.
Кроме метчиков с допусками 6H, 6G и 7G выпускаются метчики 6HX и 6GX. Буква “X” означает, что данный допуск не является стандартным. Такие метчики применяются в материалах для компенсации эластичной деформации материала. Поле допуска 6H и 6HX одно и то же. Используется такой вид допуска, как правило, в раскатниках.
Допуски на метрическую резьбу по стандарту ISO
| | | Внутренняя резьба | | Au | Основное отклонение | | D | Диаметр впадин внутренней резьбы | | D1 | Диаметр вершин внутренней резьбы | | D2 | Средний диаметр | | H | Высота исходного треугольника | | P | Шаг | | Td1 | Допуск D1 | | Td2 | Допуск D2 | | a | Угол профиля |
|
| Метчик | | d | Диаметр впадин внутренней резьбы (=D) | | d min | Диаметр впадин резьбы метчика | | d2 | Средний диаметр | | d2 max | Максимальный средний диаметр | | d2 min | Минимальный средний диаметр | | E1 | Нижнее отклонение d2 | | Es | Верхнее отклонение d2 | | E1d | Нижнее отклонение d | | P | Шаг | | R | Радиус впадины метчика | | Td2 | Допуск на средний диаметр | | Ta2 | Допуск половины угла профиля | | a | Угол профиля | | a/2 | Половина угла профиля |
|
Классы точности метчиков и поля допуска внутренней резьбы Отдельные классы точности могут включать в себя поля допусков двух или трех квалитетов
Классы точности метчиков и поля допуска внутренней резьбы Отдельные классы точности могут включать в себя поля допусков двух или трех квалитетов
Классы точности метчиков и поля допуска внутренней резьбы Отдельные классы точности могут включать в себя поля допусков двух или трех квалитетов _ Для указанных в нашем каталоге метчиков поля допуска размеров внутренней резьбы находятся в самых распространенных классах точности, зависящих от типа самой резьбы, а именно: для метрических резьб 6H, для резьб UNC, UNF - 2B, для резьбы Витуорта в различном исполнении - normal По предварительному заказу, возможно изготовление инструмента с иными классами точности. Классы точности (поля допусков) для метрических резьб являются едиными для национальных и международных стандартов. Отдельные классы точности могут включать в себя поля допуска двух или трех квалитетов (см. рисунок и таблице ниже). Внутренняя резьба Поле допуска H Класс точности метчика Внутренняя резьба Поле допуска G 8G EI=0 8H ISO2 ISO1 ISO3 СО o' Обозначение класса точности по стандартам PN - 72 M- 57800 PN - 92 M- 57800 DIN 802 Поле допуска внутренней резьбы 1A ISO1 4H 4H 5H - 2A ISO2 6H 4G 5G 6H 3A ISO3 6G 6G 7H 8H 7G - 7G 8G )Польские стандарты, следуя за международными стандартами ISO, подразумевают только три класса точности метчиков, в то время как стандарт DIN 802 вводит четвертый класс точности 7G, для свободных резьб. Дополнительно к метчикам с допусками 6H (ISO2) и 6G (ISO3), а также 6G и 7G, предприятиями выпускаются метчики с допусками 6HX и 6GX. Важно помнить, что буква "X" означает следующее: Такой допуск не является стандартным. Метчики с таким допуском предназначены для нарезания резьбы в высокопрочных или абразивных материалах (например, в чугуне). Это вязано с тем, что при обработке таких материалов отсутствует риск получения резьбы большего диаметра, а следовательно, для повышения стойкости метчика можно использовать более точный допуск. Но при этом, обращаем внимание, что ширина поля допуска метчиков со стандартными и нестандартными допусками, например, 6H и 6HX, одинаковая ( ). Метчики-раскатники обычно изготавливаются с допусками 6HX или 6GX. Q 256 Техническая информация 3.4.
номинальный размер, предельные размеры, предельные отклонения, допуск, посадка, зазор, натяг
35) Нормирование точности метрической резьбы. Примеры обозначения на чертежах посадок резьбовых соединений с зазором.
Система допусков и посадов метрических резьб
Внутренние и наружные резьбы соединяются по боковым сторонам профиля. Возможность контакта по вершинам и впадинам резьбы исключается соответствующим расположением полей допусков по и . В зависимости от характера сопряжения по боковым сторонам профиля (т.е. по среднему диаметру) различают резьбы со скользящей посадкой, с зазором, натягом и с переходными посадками.
Система допусков и посадок метрической резьбы регламентирована СТТ СЭВ 640-77, предусматривающим допуски посадок скольжения и с зазором.
1. Степени точности резьбы. Допуски диаметров резьбы устанавливаются степенями точности, обозначенные цифрами: с 3 по 9
| | Степени точности |
| Диаметры наружной резьбы Наружный d Средний d2 | 4; 6; 8 3; 4; 5; 6; 7; 8; 9 |
| Диаметры внутренней резьбы Внутренний D1 Средний D2 | 4; 5; 6; 7; 8 4; 5; 6; 7; 8 |
Допуск внутреннего диаметра d1 наружной резьбы и наружного диаметра D внутренней резьбы не устанавливаются.
Допуски среднего диаметра являются суммарными.
2. Допуски резьбы. Основным рядом допусков для всех диаметров, в соответствии с рекомендацией JSO, принят ряд по 6-1 степени точности. Допуски диаметров резьбы для 6-ой степени точности при нормальной длине свинчивания определяются формулам.
Например, для d2
Для D2
где Р – в мм, D – среднее геометрическое крайних значений интервалов номинальных диаметров; Т – в мкм.
Допуски остальных степеней точности определяются умножением допуска 6-1 степени точности, найденного по соответствующим формулам, на коэффициенты. Например
Степень точности | 3 | 4 | 5 | 7 | 8 | 9 |
Коэффициент | 0,5 | 0,63 | 0,8 | 1,25 | 1,6 | 2 |
Из формулы (1) следует, что допуск на 1/3 больше допуска при одной и той же степени точности.
3. Поле допусков резьбы. Положение поля допуска диаметра резьбы определяется основным отклонением (верхним es для наружной резьбы и нижним EJ для внутренней). Для получения посадок резьбовых деталей с зазором предусмотрено 5 основных отклонений для наружной и 4 для внутренней резьбы. Эти отклонения одинаковы для d; d2 и D1; D2. Выбранная величина основного отклонения соблюдается единой по всему периметру профиля, т.е. распространяется и на ненормируемые d1 и D.
Большие отклонения d, e, f, E, F, G преимущественно назначают для резьб с защитными покрытиями.
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (наружного диаметра для наружной резьбы и внутреннего диаметра D1 для внутренней резьбы).
Поля допусков резьбы устанавливаются в классах точности – точный, средний и грубый – в зависимости от длины свинчивания.
Длина свинчивания. Для выбора степени точности в зависимости от длины свинчивания установлены три группы свинчивания: S – короткие, N – нормальные и L - длинные.
К нормальной (N) длине свинчивания относятся длины свыше 2,24Pd0,2 до 6,7Pd0,2. Длины свинчивания меньше нормальной, относятся к группе S, а больше – к группе L.
Классы точности резьбы. В соответствии со сложившейся во многих странах практикой поля допусков сгруппированы в 3 классах точности: точном, среднем и грубом.
Понятие о классах точности условное (на чертежах указывают не классы, а поля допусков), оно используется для сравнительной оценки точности резьбы.
Точный класс – для ответственных статически нагруженных резьбовых соединений.
Средний класс - для резьб общего применения.
Грубый класс – при нарезании резьбы в длинных глубоких отверстиях.
36) Основные отклонения диаметров резьбы для посадок с зазором и схемы их расположения. Примеры обозначения посадок метрической резьбы на чертежах.
Поле допусков резьбы. Положение поля допуска диаметра резьбы определяется основным отклонением (верхним es для наружной резьбы и нижним EJ для внутренней). Для получения посадок резьбовых деталей с зазором предусмотрено 5 основных отклонений для наружной и 4 для внутренней резьбы. Эти отклонения одинаковы для d; d2 и D1; D2. Выбранная величина основного отклонения соблюдается единой по всему периметру профиля, т.е. распространяется и на ненормируемые d1 и D.
Большие отклонения d, e, f, E, F, G преимущественно назначают для резьб с защитными покрытиями.
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (наружного диаметра для наружной резьбы и внутреннего диаметра D1 для внутренней резьбы).
Поля допусков резьбы устанавливаются в классах точности – точный, средний и грубый – в зависимости от длины свинчивания.
Длина свинчивания. Для выбора степени точности в зависимости от длины свинчивания установлены три группы свинчивания: S – короткие, N – нормальные и L - длинные.
К нормальной (N) длине свинчивания относятся длины свыше 2,24Pd0,2 до 6,7Pd0,2. Длины свинчивания меньше нормальной, относятся к группе S, а больше – к группе L.
Классы точности резьбы. В соответствии со сложившейся во многих странах практикой поля допусков сгруппированы в 3 классах точности: точном, среднем и грубом.
Понятие о классах точности условное (на чертежах указывают не классы, а поля допусков), оно используется для сравнительной оценки точности резьбы.
Точный класс – для ответственных статически нагруженных резьбовых соединений.
Средний класс - для резьб общего применения.
Грубый класс – при нарезании резьбы в длинных глубоких отверстиях.
Трубная цилиндрическая резьба
По ГОСТ 2533-88 «Калибры для трубной цилиндрической резьбы. Допуски» пункт 4.1 Примечание 2 (стр 11) гласит «С целью ограничения числа проходных калибров для одного и того же размера резьбы проходные калибры для резьб класса точности В следует изготавливать по допускам калибров для резьб класса точности А».
- Калибры ООО ТД «ИТО-Туламаш» изготавливаются в соответствии с данным требованием и класс точности на проходных калибрах не маркируется.
- По желанию заказчика проходные калибры могут быть изготовлены по допускам для класса точности В.
Метрическая резьба
По ГОСТ 24997-2004 «Калибры для метрической резьбы. Допуски» п 5.4 (стр 11) или ГОСТ 24997-81 «Калибры для метрической резьбы. Допуски» п 3.2 примечание 2 (стр 15) гласит «С целью ограничения числа проходных калибров для одного и того же размера резьбы с одинаковым основным отклонением среднего диаметра рекомендуется изготавливать их для резьбы: 4-й и 5-й степеней точности – по 4-й степени точности; 6- й, 7-й и 8-й степеней точности – по 6-й степени точности.
В соответствие с вышеуказанным ГОСТом, в ГОСТах 14865-73 и 14866-73 «Калибры для метрической резьбы. Исполнительные размеры» значения исполнительных размеров являются одинаковыми для:
- пробок проходных 4Н5Н и 5Н любых шагов,
- пробок проходных 6Н и 7Н начиная с шага 0.5 (допуск 7Н для шага менее 0,5 не предусмотрен ГОСТом 16093-2004 или 16093-81 «Резьба метрическая. Допуски. Посадки с зазором»),
- колец проходных 6g и 8g начиная с шага 0.8 (допуск 8g для шага менее 0,8 не рекомендован тем же ГОСТом, но подлежит теоретическому расчету),
- колец проходных 6h и 8h6h для шага менее 0.8, 6h и 8h начиная с шага 0.8.
Калибры ООО ТД «ИТО-Туламаш» изготавливаются в соответствии с вышеуказанными рекомендациями.
Калибры изготавливаются следующих видов:
- Резьбовые калибры пробки ПР и НЕ.
- Резьбовые калибры кольца ПР и НЕ.
- Контрольные калибры пробки для резьбовых колец КПР-ПР, КНЕ-ПР, КПР-НЕ, КНЕ-НЕ.
- Контрольные калибры пробки для проверки износа резьбовых колец КИ, КИ-НЕ.
- Пробки ПР и контрольные пробки КПР-ПР, КНЕ-ПР, КНЕ-НЕ, КИ-НЕ имеют полный профиль (черт. 1).
- Кольца ПР имеют полный профиль (черт. 2).
- Пробки НЕ и контрольные пробки КПР-НЕ, КИ имеют укороченный профиль (черт. 3).
- Кольца НЕ имеют укороченный профиль (черт. 4).
- Калибры изготавливаются в диапазоне от 1 до 600мм.
ПЛАШКА КРУГЛАЯ ДЛЯ МЕТРИЧЕСКОЙ РЕЗЬБЫ, КЛАСС ТОЧНОСТИ 6G, СТАЛЬ Р6М5, ГОСТ 9740-71
Описание
Характеристики:
Материал: Р6М5 (быстрорежущая сталь)
Степень точности: 6 g
Диаметр резьбы: От М3 до М30
Шаг резьбы: Крупный, мелкий
Область применения:
Нарезание и калибрование наружной метрической резьбы на заготовках из сталей средней и низкой твердости, цветных сплавов, изготавливаемых в объемах серий. Фиксация – ручные и машинные плашкодержатели, также токарные патроны.
Наименование:
Плашка М 3 х 0,5 (основной, Р6М5)
Плашка М 4 х 0,7 (основной, Р6М5)
Плашка М 5 х 0,5 (Р6М5)
Плашка М 5 х 0,8 (основной, Р6М5)
Плашка М 6 х 0,5 (Р6М5)
Плашка М 6 х 0,75 (Р6М5)
Плашка М 6 х 1,0 (основной, Р6М5)
Плашка М 8 х 0,75 (Р6М5)
Плашка М 8 х 1,0 (Р6М5)
Плашка М 8 х 1,25 (основной, Р6М5)
Плашка М10 х 1,0 (Р6М5)
Плашка М10 х 1,25 (Р6М5)
Плашка М10 х 1,5 (основной, Р6М5)
Плашка М12 х 0,75 (Р6М5)
Плашка М12 х 1,0 (Р6М5)
Плашка М12 х 1,25 (Р6М5)
Плашка М12 х 1,5 (Р6М5)
Плашка М12 х 1,75 (основной, Р6М5)
Плашка М14 х 1,0 (Р6М5)
Плашка М14 х 1,25 (Р6М5)
Плашка М14 х 1,5 (Р6М5)
Плашка М14 х 2,0 (основной, Р6М5)
Плашка М16 х 1,0 (Р6М5)
Плашка М16 х 1,25 (Р6М5)
Плашка М16 х 1,5 (Р6М5)
Плашка М16 х 2,0 (основной, Р6М5)
Плашка М18 х 1,0 (Р6М5)
Плашка М18 х 1,5 (Р6М5)
Плашка М18 х 2,0 (Р6М5)
Плашка М18 х 2,5 (основной, Р6М5)
Плашка М20 х 1,0 (Р6М5)
Плашка М20 х 1,5 (Р6М5)
Плашка М20 х 2,0 (Р6М5)
Плашка М20 х 2,5 (основной, Р6М5)
Плашка М22 х 1,0 (Р6М5)
Плашка М22 х 1,5 (Р6М5)
Плашка М22 х 2,0 (Р6М5)
Плашка М22 х 2,5 (основной, Р6М5)
Плашка М24 х 1,0 (Р6М5)
Плашка М24 х 1,5 (Р6М5)
Плашка М24 х 2,0 (Р6М5)
Плашка М24 х 3,0 (основной, Р6М5)
Плашка М27 х 1,0 (Р6М5)
Плашка М27 х 1,5 (Р6М5)
Плашка М27 х 2,0 (Р6М5)
Плашка М27 х 3,0 (основной, Р6М5)
Плашка М30 х 1,5 (Р6М5)
Плашка М30 х 2,0 (Р6М5)
Плашка М30 х 3,0 (Р6М5)
Плашка М30 х 3,5 (основной, Р6М5)
Длина метрической резьбы DIN 931 PN-M82101
Длина метрической резьбы DIN 931 PN-M82101
Любой, кто интересуется строительством, наверняка знает, насколько важны шаг и размер резьбы, когда мы хотим использовать муфты и другие резьбовые детали. Также известно, что для их определения нужны: идентификатор типа нити, суффикс и рисунок рисунка нити. Однако, благодаря приведенной ниже таблице длины метрической резьбы, нам не нужно судить об этом самостоятельно.
Конструкция метрической резьбы
Также важно обратить внимание на конструкцию и длину метрической резьбы.Резьба имеет кончики и основания, также известные как гребни и канавки. Область, которая их разделяет, является стороной профиля резьбы. Для оценки типа резьбы также необходимо посмотреть на ее структуру, номинальный диаметр и оценить шаг резьбы.
Метрическая резьба может быть изготовлена с различными допусками. Наши винты и резьба соответствуют всем стандартам, таким как ISO, DIN или PN. Почему так важен правильный выбор винтов и резьбы? Болты известны как болтовые соединения и являются одним из самых популярных способов соединения.Наша компания гарантирует их надежность.
Существует два типа метрической резьбы: обычная и мелкая. Оба могли быть правосторонними или левосторонними, а также одиночными и множественными. В зависимости от того, для чего мы хотим использовать потоки, мы должны выбрать класс потока. Классы резьбы: тонкая, средняя тонкая или грубая. Для трех групп длин крутки нити классы: малые с обозначением S, средние с обозначением N и большие с обозначением L.Что точнее с классом Exact? Класс Fine обычно используется для прецизионной резьбы, а класс Medium Fine — для резьбы общего назначения. Грубый сорт - это тот, который разработан с трудом для достижения более высокой точности.
Длина метрической резьбы
Длина метрической резьбы определяется полями допусков. Они делятся на классы для внешней и наружной резьбы в зависимости от длины. Поле внутренних допусков произвольное, но для обеспечения соответствующей глубины свинчивания готовых деталей рекомендуется создавать посадки типа Н/г, Н/ч и Г/ч.Однако, когда дело доходит до примеров маркировки метрической резьбы ISO, это: M6 и 6G.
Длина резьбы DIN 931
Длина резьбы DIN 931 Можно указать диаметр и размер ключа. В таблице длин метрической резьбы мы можем сделать подробное сравнение длин резьбы DIN 931. DIN Это, конечно, аббревиатура названия, полное название которого Deutsches Institut fur Normung, т.е. Немецкий институт стандартизации. . Чтобы ознакомиться с нашим предложением, я приведу пример изделия, соответствующего стандартам DIN.Это, среди прочего: винт с шестигранной головкой DIN 933, тип резьбы, естественно, метрический, класс прочности 5,6 / 5,8 / 8,8 / 10,9 / 12,9, материалы твердый углерод, нержавеющая сталь A2 (INOX), нержавеющая сталь A4-80, оцинкованное покрытие, горячее цинкование, чешуйчатое цинкование, чернение/оксидирование, необработанное - без покрытия. Диапазон углеродных констант: М5 - М36, нержавеющая сталь А2: М5 - М30, нержавеющая сталь А4-80: М5 - М30.
Таблица длин метрической резьбы
Как мы видим, таблица разбита на отдельные рубрики такие как: Диаметр М, на котором у нас указаны все диаметры метрической резьбы, далее пишется длина резьбы DIN 931, далее размер ключа и предложение доступные винты.Что касается диаметра М 1,6, то соответствующая длина резьбы DIN 931 для этого диаметра равна 9, а размер ключа — 3,2. Таким образом, мы можем читать все индивидуальные диаметры аналогично. Некоторые диаметры имеют более одной подходящей длины резьбы DIN 931. Примером может служить, например, диаметр M 10, для которого соответствующей длиной резьбы DIN 931 является номер: 26 32 и 45, соответствующий размер ключа для этого диаметра до 17.
| Диаметр M | Длина резьбы DIN 931 PN / M82101 | Размер ключа | Предложение |
| 1,6 | 9 | - | - | 3,2 | см. |
| 2 | 10 | - | - | 4 | см. |
| 2,5 | 11 | - | - | 5 | см. |
| 3 | 12 | - | - | 5,5 | см. |
| 3,5 | 13 | - | - | 6 | см. |
| 4 | 14 | - | - | 7 | см. |
| 5 | 16 | | - | 8 | см. |
| 6 | 18 | 24 | - | 10 | см. |
| 8 | 22 | 28 | - | 13 | см. |
| 10 | 26 | 32 | 45 | 17* | см. |
| 12 | 30 | 36 | 49 | 19* | см. |
| 14 | 34 | 40 | 53 | 21 | см. |
| 16 | 38 | 44 | 57 | 24 | см. |
| 18 | 42 | 48 | 61 | 27 | см. |
| 20 | 46 | 52 | 65 | 30 | см. |
| 22 | 50 | 56 | 69 | 34 | см. |
| 24 | 54 | 60 | 73 | 36 | см. |
| 27 | 60 | 66 | 79 | 41 | см. |
| 30 | 66 | 72 | 85 | 46 | см. |
90 034 33 90 039 | 72 | 78 | 91 | 50 | см. |
| 36 | 78 | 84 | 97 | 55 | см. |
| 39 | 84 | 90 | 103 | 60 | см. |
| 42 | 90 | 96 | 109 | 65 | см. |
| 45 | 96 | 102 | 115 | 70 | см. |
| 48 | - | 108 | 121 | 75 | см. |
| 52 | - | 116 | 129 | 80 | см. |
| 56 | - | 124 | 137 | 85 | см. |
| 60 | - | 132 | 145 | 90 | см. |
| 64 | - | 140 | 153 | 95 | см. |
| 68 | - | 148 | 161 | 100 | см. |
.
общая информация. Варианты резьбы
дюймов
Прямая трубная резьба в основном используется для соединений труб, фитингов и фитингов. Этот поток работает от 1/16 до 6 "с 28 до 11 потоков на 1".
Номинальный диаметр трубной резьбы условно связан с внутренним диаметром трубы. По соотношению шагов и диаметров трубная резьба представляет собой дюймовую нарезную резьбу по ОСТ 1260. Поэтому трубная резьба когда-то, до нормирования малых метрических резьб, применялась не только для трубных соединений, но и для фитингов при возникла необходимость в нарезании резьбы со сравнением с малыми шагами, с большими диаметрами.Трубная резьба является общеевропейским стандартом для труб и трубных соединений.
РАЗМЕРЫ РЕЗЬБЫ ЦИЛИНДРИЧЕСКИХ ТРУБ
(ГОСТ 6357-81)
Стандарт распространяется на цилиндрическую трубную резьбу, применяемую в цилиндрических резьбовых соединениях, а также во внутренних соединениях цилиндрической резьбы с наружной конической резьбой по ГОСТ 6211-81 .
Допуски (по ГОСТ 6357-81) среднего диаметра резьбы устанавливаются двух классов точности - А и В.Средние допуски на диаметр резьбы суммируются. Допуски диаметра d 1 и D не указываются.
Размеры, мм
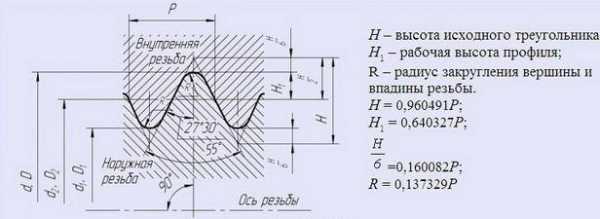
| Маркировка резьбы | Количество ступеней при длине 25,4 мм | Шаг Р | Диаметр резьбы | Рабочая высота H-профиля 1 | Радиус закругления R 900 08 | ч | Н / 6 |
| 1.строка | 2-й ряд | внешний d = D | среднее d 2 = D 2 | внутренний d 1 = D 1 |
1/16 "
1/8" | - | 28 | 0,907 | 7,723 | 7.142 | 6.561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9.147 | 8,566 |
1/4 "
3/8" | - | 19 | 1,337 | 13.157 | 12.301 | 11.445 | 0,856117 | 0,183603 | 1.284176 | 0,214029 |
| 16 662 | 15.806 | 14.950 |
| 1/2 дюйма |
5/8 дюйма | 14 | 1,814 | 20,955 | 19.793 | 18.631 | 1.161553 | 0,249115 | 1.742331 | 0,2 | 22.911 | 21.749 | 20.587 | | 26 441 | 25.279 | 24.117 | | 30.201 | 29.039 | 27.877 | | 1 " | 1 1/8" 1 3/4" | 11 | 2,309 | 33.249 | 31.770 | 30.291 | 1.478515 | 0,317093 | 2.217774 | 0,369629 | | 37.897 | 36.418 | 34.939 | | 41.910 | 40 431 | 38.952 | | 44.323 | 42.844 | 41.365 | | 47.803 90 025 90 056 46.324 | 44.845 | | 53.746 | 52.267 | 50,788 | | 59.614 | 58.135 | 56.656 | | 2 1/2 " 3 1/2" | 2 1/4 " 3 3/4" | 65.710 | 64.231 | 62.752 | | 75.184 | 73.705 | 72.226 | | 81.534 | 80.055 | 78.576 | | 87.884 | 86.405 | 84,926 | | 93.980 | 92.501 | 91.022 | | 100.330 | 98.851 | 97.372 | | 106.680 | 105.201 | 103.722 | | 4" | 4 1/2" 5 1/2" | 113.030 | 111.551 | 110.072 | | 125.730 | 124.251 | 122.772 | | 138.430 | 136.951 | 135.472 | | 151.130 | 149.651 | 148.172 | | 163.830 | 162.351 | 160.872 | | При выборе размера резьбы следует предпочесть первый ряд второму. | ДЛИНА ВИНТА по ГОСТ 6357-81 Длина свинчивания делится на две группы: нормальная N и длинная L. Размеры, мм Назначение
Размер резьбы | Шаг Р | Длина свинчивания | | нет | Л | | 1/16", 1/8" | 0,907 | рез. от 4 до 12 | cv.12 | | 1/4", 3/8" | 1,337 | рез. от 5 до 16 | cv. 16 | | 1/2", 5/8" | 1,814 | рез. с 7 по 22 | cv. 22 | | 1", 1 1/8", 1 1/4", 1 3/8" | 2,309 | рез. от 10 до 30 | cv. тридцать | | 1 1/2", 1 3/4", 2", 2 1/4", 2 1/2", 2 3/4", 3" | рез. от 12 до 36 | cv. 36 | | 3 1/4", 3 1/2", 3 3/4", 4", 4 1/2", 5", 5 1/2", 6" | рез.от 13 до 40 | cv. 40 | | Численные значения длины свинчивания определяются опытным путем. | Символ левой резьбы дополняется буквами LH. Примеры кода для класса точности резьбы A: G 1 1/2-A
класс точности для левой резьбы B: G 1 1/2 LH-B Длина реставрации N в обозначении резьбы не указывается.
Длина свинчивания L указана в миллиметрах. G 1 1/2 LH-B-40 Посадка указывается дробью: в числителе указывается обозначение класса точности внутренней резьбы, а в знаменателе - обозначение класс точности наружной резьбы. G 1 1/2-А/А; G 1 1/2 LH-A/B Соединение внутренней цилиндрической трубной резьбы класса точности А по настоящему стандарту с наружной конической трубной резьбой по ГОСТ 6211-81 маркируют следующим образом: Г/Р 1 1/2 - А ПС В одном месте профиль цилиндрической трубной резьбы (по ОСТ 266) расширили до диаметров 18" с числом витков на 1" с 28 до 8. Сопутствующая документация: - отверстия резьбовые
ГОСТ 3469-91 - Микроскопы. Резьба объектива. Размеры (правка)
ГОСТ 4608-81 - Резьба метрическая. Посадки интерференционные
ГОСТ 5359-77 - Резьба окулярная для оптических приборов... Профиль и размеры
ГОСТ 6042-83 - Резьба Эдисона круглая. Профили, размеры и предельные размеры
ГОСТ 6111-52 - Резьба коническая дюймовая с углом профиля 60 градусов
ГОСТ 6211-81 - Резьба трубная коническая
ГОСТ 6357-81 - Резьба трубная цилиндрическая
ГОСТ 8762-75 - Резьба круглая диаметром 40 мм на противогазы и калибры к нему.Основные размеры
ГОСТ 9000-81 - Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9484-81 - Резьба трапециевидная. Профили
ГОСТ 9562-81 - Резьба трапециевидная одновитковая. Допуски
ГОСТ 9909-81 - Резьба конических клапанов и газовых баллонов
ГОСТ 10177-82 - Резьба резьбовая. Профиль и основные размеры
ГОСТ 11708-82 - Резьба. Термины и определения
ГОСТ 11709-81 - Резьба метрическая для пластмассовых деталей
ГОСТ 13535-87 - Резьба усиленная упорная 45 градусов
ГОСТ 13536-68 - Резьба круглая для санитарно-технических изделий.Профиль, основные размеры, допуски
ГОСТ 16093-2004 - Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 16967-81 - Резьба метрическая для изготовления инструментов. Диаметры и градусы
ГОСТ 24737-81 - Резьба трапециевидная однозаходная. Основные размеры
ГОСТ 24739-81: Резьба трапециевидная многозаходная
ГОСТ 25096-82: Резьба резьбовая. Допуски
ГОСТ 25229-82 - Резьба метрическая коническая
ГОСТ 28487-90 - Резьба коническая для замков бурильных колонн.Профиль. Габаритные размеры. Допуски ОСНОВНЫЕ ПАРАМЕТРЫ ДЮЙМОВОЙ РЕЗЬБЫ
(стандарты BSW (Ww), BSF, UNC, UNF) Вершины и впадины профиля дюймовая резьба, близкая к метрической, плоский нарез. Шаг дюймовой резьбы определяется числом витков на дюйм 1", но ее верхний угол равен 55° (резьба Витворта - британские BSW (Ww) и BSF), угол при вершине - 60° (американские UNC и UNF). Диаметр наружной резьбы измеряется в дюймах. 1" = 25,4 мм - точка ("") символ дюйма.Дюймовая резьба характеризуется количеством витков на дюйм. В соответствии с американскими стандартами дюймовая резьба изготавливается с крупным (UNC) и мелким (UNF) шагом.
NPSM — американский стандарт для дюймовой цилиндрической трубной резьбы.
NPT — американский стандарт для дюймовой конической резьбы. Стандарты: ASME / ANSI B1.1 - 2003 Стандартная дюймовая резьба, форма резьбы UN и UNR
ASME / ANSI B1.10M - 2004 Стандартная миниатюрная резьба
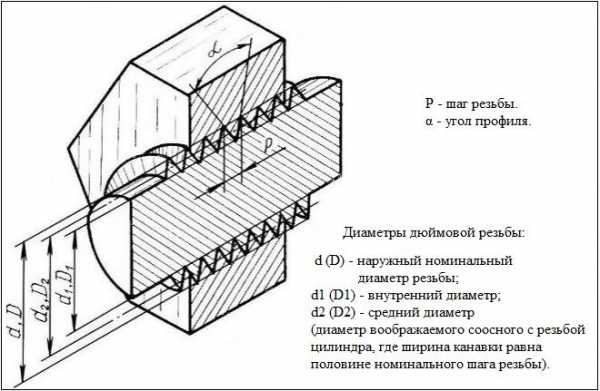
ANSI B AS1ME / 2004.15 - 1995 Унифицированная дюймовая резьба, форма резьбы UNJ АМЕРИКАНСКАЯ ДЮЙМОВАЯ РЕЗЬБА Основные параметры дюймовой резьбы: d(D) - диаметр наружной резьбы болта и гайки соответственно;
д п (Д п) - средний диаметр резьбы болта и гайки соответственно;
или I) - внутренний диаметр резьбы болта и гайки соответственно;
n - ниток на дюйм. крупная американская резьба - UNS | Размеры резьбы , дюймы (мм) | | Д | Дп | Д и | Размеры резьбы , дюймы (мм) | | Д | Дп | Д и | | | | | №1 (1.8542) | | | | | | | №2 (2,1844) | | | | | 1 (25,4) | | | | | | №3 (2.5146) | | | | | 1 1/8 (28,58) | | | | | | №4 (2.8448) | | | | | 1 1/4 (31,75) | | | | | | №5 (3.1750) | | | | | 1 3/8 (34.925) | | | | | | №6 (3.5052) | | | | | 1 1/2 (38.10) | | | | | | №8 (4.1656) | | | | | 1 3/4 (44,45) | | | | | | №10 (4.8260) | | | | | | | №12 (5.4864) | | | | | 2 (50,8) | | | | | | | 2 1/4 (57.15) | | | | | | 1/4 (6.3500) | | | | | 2 1/2 (63,5) | | | | | | 5/16 (7.9375) | | | | | 2 3/4 (69,85) | | | | | | 3/8 (9.5250) | | | | | | | 7/16 (11.1125) | | | | | 3 (76,2) | | | | | | 1/2 (12 700) | | | | | 3 1/4 (82,55) | | | | | | 9/16 (14.2875) | | | | | 3 1/2 (88,9) | | | | | | 5/8 (15.8750) | | | | | 3 3/4 (95,25) | | | | | | 3/4 (19.0500) | | | | | 4 (101,6) | | | | | | 7/8 (22.2250) | | | | | | Мелкая американская резьба - UNF | Размеры резьбы , дюймы (мм) | | Д | Дп | Д и | Размеры резьбы , дюймы (мм) | | Д | Дп | Д и | | | | | №0 (1,524) | | | | | 3/8 (9.525) | | | | | | №1 (1.8542) | | | | | 7/16 (11.1125) | | | | | | №2 (2,1844) | | | | | 1/2 (12 700) | | | | | | №3 (2.5146) | | | | | 9/16 (14.2875) | | | | | | №4 (2.8448) | | | | | 5/8 (15.875) | | | | | | №5 (3.1750) | | | | | 3/4 (19 050) | | | | | | №6 (3.5052) | | | | | 7/8 (22.225) | | | | | | №8 (4.1656) | | | | | | | №10 (4.8260) | | | | | 1 (25,4) | | | | | | №12 (5.4864) | | | | | 1 1/8 (28,58) | | | | | | | 1 1/4 (31,75) | | | | | | 1/4 (6 350) | | | | | 1 3/8 (34.925) | | | | | | 5/16 (7.9375) | | | | | 1 1/2 (38.10) | | | | | Американская резьба со сверхмелким шагом - UNEF | Размеры резьбы , дюймы (мм) | | Д | Дп | Д и | Размеры резьбы , дюймы (мм) | | Д | Дп | Д и | | | | | №12 (5.4864) | | | | | | | | 1 (25,4) | | | | | | 1/4 (6 350) | | | | | 1 1/16 (26.987) | | | | | | 5/16 (7.9375) | | | | | 1 1/8 (28,58) | | | | | | 3/8 (9.525) | | | | | 1 3/16 (30.162) | | | | | | 7/16 (11.1125) | | | | | 1 1/4 (31,75) | | | | | | 1/2 (12 700) | | | | | 1 5/16 (33.337) | | | | | | 9/16 (14.2875) | | | | | 1 3/8 (34.925) | | | | | | 5/8 (15.875) | | | | | 1 7/16 (36.512) | | | | | | 16/11 (17.462) | | | | | 1 1/2 (38.10) | | | | | | 3/4 (19 050) | | | | | 1 9/16 (39.687) | | | | | | 13/16 (20.637) | | | | | 1 5/8 (41.27) | | | | | | 7/8 (22.225) | | | | | 1 11/16 (42,86) | | | | | | 15/16 (23.812) | | | | | | Размеры резьбы представляют собой наружный диаметр резьбы в долях дюйма.Одной из основных характеристик дюймовой резьбы является количество витков на дюйм длины резьбы (n). Число витков и шаг резьбы Р связаны соотношением: Американские стандарты предусматривают два вида резьбы: Плоская резьба, маркируется буквами UN;
- резьба с радиальным корнем, которая маркируется буквами УНР. Стандарт определяет три класса точности резьбы. Эти классы обозначаются 1А, 2А, 3А, 1В, 2В, 3В. Классы точности 1А, 2А, 3А относятся к наружной резьбе; классы точности 1В, 2В, 3В относятся к внутренней резьбе.Класс точности 1А, 1В самый толстый и применяется там, где требуется быстрая и легкая сборка даже при частично загрязненной и помятой резьбе. Класс точности 2А, 2В является наиболее распространенным и применяется для резьб общего назначения. Класс точности 3А, 3В предъявляет самые жесткие требования к резьбе и применяется в тех случаях, когда в резьбовом соединении требуется минимальный зазор. Обозначение резьбы ... Сначала записывается номинальный размер, затем число витков на дюйм резьбы, символы группы резьбы и символ класса точности. Буквы LH в конце записи означают левую резьбу. Номинальный размер — это внешний диаметр, определяемый как дробная часть размера или номер резьбы или их десятичный эквивалент.
Например: 1/4 - 20UNS - 2A или 0.250 - 20 ° EUNT - 2A Британская стандартная дюймовая резьба
(BSW (WW) и BSF) | вырезание идентификации | BSP
Размер
в | шаг резьбы | наибольший диаметр | наименьший диаметр | A/F
мм | длина
мм | | Трубки | диаметр отверстия с резьбой
(для сверла) мм | в
(TPI) | мм | мм | в | мм | в | Ду
мм | Внешний диаметр
мм | ОТ
до | толщина
мм | БСП.PL
(руб.) | BSP.F
(G) | | -1 | 1/16 | 28 | 0,907 | 7,723 | 0,304 | 6,561 | 0,2583 | | 4 ± 0,9 | | | | | 6,60 | 6,80 | | -2 | 1/8 | 28 | 0,907 | 9,728 | 0,383 | 8,565 | 0,3372 | 15 | 4 ± 0,9 | 6 | 10,2 | 0,40 | 2 | 8,60 | 8,80 | | -4 | 1/4 | 19 | 1,337 | 13.157 | 0,518 | 11.445 | 0,4506 | 19 | 6 ± 1,3 | 8 | 13,5 | 0,53 | 2.3 | 11.50 | 11,80 | | -6 | 3/8 | 19 | 1,337 | 16 662 | 0,656 | 14.950 | 0,5886 | 22/23 | 6,4 ± 1,3 | 10 | 17,2 | 0,68 | 2.3 | 15.00 | 15,25 | | -8 | 1/2 | 14 | 1,814 | 20,955 | 0,825 | 18.633 | 0,7336 | 27 | 8,2 ± 1,8 | 15 | 21,3 | 0,84 | 2,6 | 18,75 | 19.00 | | -10 | 5/8 | 14 | 1,814 | 22.911 | 0,902 | 20.589 | 0,8106 | | | 16 | | | 2,6 | - | 21.00 | | -12 | 3/4 | 14 | 1,814 | 26.441 | 1,041 | 24.120 | 0,9496 | 32 | 9,5 ± 1,8 | 20 | 26,9 | 1,06 | 2,6 | 24.25 | 24.50 | | -16 | 1 | 11 | 2,309 | 33.249 | 1,309 | 30.292 | 1.1926 | 43 | 10,4 ± 2,3 | 25 | 33,7 | 1,33 | 3.2 | 30.40 | 30,75 | | -20 | 1 1/4 | 11 | 2,309 | 41.910 | 1.650 | 38,953 | 1,5336 | 53 | 12,7 ± 2,3 | 32 | 42,4 | 1,67 | 3.2 | 39,00 | 39,50 | | -24 | 1 1/2 | 11 | 2,309 | 47.803 | 1,882 | 44.846 | 1,7656 | 57 | 12,7 ± 2,3 | 40 | 48,3 | 1,90 | 3.2 | 45,00 | 45,00 | | -32 | 2 | 11 | 2,309 | 59.614 | 2,347 | 56.657 | 2.2306 | 70 | 15,9 ± 2,3 | 50 | 60,3 | 2,37 | 3,6 | 56,75 | 57,00 | | -40 | 2 1/2 | 11 | 2,309 | 75,184 | 2 960 | 72.227 | 2,8436 | | 17,5 ± 3,5 | 65 | 76,1 | 3,00 | 3,6 | | | | -48 | 3 | 11 | 2,309 | 87.884 | 3.460 | 84,927 | 3,3436 | | 20,6 ± 3,5 | 80 | 88,9 | 3,50 | 4 | | | | -64 | 4 | 11 | 2,309 | 113.030 | 4.450 | 110.073 | 4,3336 | | 25,5 ± 3,5 | 100 | 114,3 | 4,50 | 4,5 | | | | -80 | 5 | 11 | 2,309 | 138.430 | 5.450 | 135.472 | 5.3335 | | 28,6 ± 3,5 | 125 | 139,7 | 5,50 | 5 | | | | -96 | 6 | 11 | 2,309 | 163.830 | 6.450 | 160,872 | 6,3335 | | 28,6 ± 3,5 | 150 | 165,1 | 6,50 | 5 | | | Сопутствующие документы: ГОСТ 3469-91 - Микроскопы.Резьба объектива. Размеры (правка)
ГОСТ 4608-81 - Резьба метрическая. Посадки разрывные
ГОСТ 5359-77 - Резьба окулярная для оптических приборов. Профиль и размеры
ГОСТ 6042-83 - Резьба Эдисона круглая. Профили, размеры и предельные размеры
ГОСТ 6111-52 - Резьба коническая дюймовая с углом профиля 60 градусов
ГОСТ 6211-81: Резьба трубная коническая
ГОСТ 6357-81: Резьба трубная цилиндрическая диаметром 40 мм для противогазов и метров.Основные размеры
ГОСТ 9000-81 - Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9484-81 - Резьба трапециевидная. Профили
ГОСТ 9562-81 - Резьба трапециевидная одновитковая. Допуски
ГОСТ 9909-81 - Резьба конических клапанов и газовых баллонов
ГОСТ 10177-82 - Резьба резьбовая. Профиль и основные размеры
ГОСТ 11708-82 - Резьба. Термины и определения
ГОСТ 11709-81 - Резьба метрическая для пластмассовых деталей
ГОСТ 13535-87 - Резьба усиленная упорная 45 градусов
ГОСТ 13536-68 - Резьба круглая для санитарно-технических изделий.Профиль, основные размеры, допуски
ГОСТ 16093-2004 - Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 16967-81 - Резьба метрическая для изготовления инструментов. Диаметры и градусы
ГОСТ 24737-81 - Резьба трапециевидная однозаходная. Основные размеры
ГОСТ 24739-81: Резьба трапециевидная многозаходная
ГОСТ 25096-82: Резьба резьбовая. Допуски
ГОСТ 25229-82 - Резьба метрическая коническая
ГОСТ 28487-90 - Резьба коническая для замков бурильных колонн.Профиль. Габаритные размеры. Допуски Крепеж с резьбой известен с древности. Ученые до сих пор находят остатки деталей, внешне напоминающих современные болты и гайки. Но наибольшее распространение скульптура получила во время промышленной революции 18 века. Первоначально распространению разъемных резьбовых соединений мешало отсутствие стандартизации, что не позволяло обеспечить взаимозаменяемость изделий. Решил эту проблему талантливый английский инженер Чарльз Уитворт.Он разработал стандартизированную систему размеров и маркировки, используя для этой цели английский дюйм. Так родилась дюймовая резьба. Все размеры указаны в таблице по ГОСТу. Опции Резьба дюймовая представляет собой разъемное соединение с треугольным профилем, угол при вершине которого составляет 55 градусов. Его единица измерения — дюймы. Сразу стоит отметить, что в России использование дюймовой резьбы при конструировании новых изделий запрещено. Его использование разрешено только для производства запчастей к устройствам, для которых уже изготовлена дюймовая резьба.Кроме того, разрешается использовать эту резьбу в качестве соединения труб и для изготовления элементов гидрозатвора. Дюймовый, как и любой другой, характеризуется следующими основными параметрами: - Наружный диаметр - расстояние между вершинами витков на противоположных сторонах резьбы. Чем выше значение этого параметра, тем большую осевую нагрузку может выдержать резьба. Оборотная сторона медали – ухудшение герметичности, связанное с накоплением ошибок при нарезке резьбы.
- Номинальный (средний) диаметр - Вписанная в профиль резьбы окружность, диаметр которой зависит от шага и занимает промежуточное положение между внутренним и наружным диаметрами. Этот параметр трудно измерить в обычных условиях, и для его определения существует справочная таблица резьбы.
- Внутренний диаметр — диаметр окружности, вписанной в основание профиля резьбы.
- Шаг – это расстояние между соседними зубьями болтового соединения. Этот параметр измеряется в оборотах на дюйм.Величина шага характеризуется величиной и распределением натяжения между витками дюймовой резьбы... Конструкторы в своей практике увеличивают шаг под действием высоких механических нагрузок на резьбу. Если к резьбе предъявляются требования по сохранению герметичности, шаг уменьшается.
- Угол катушки — это угол между боковыми сторонами профиля катушки. Изначально его значение для всех типов резных дюймов составляло 55 градусов. Но сейчас все больше и больше дюймовых резьб с углом профиля 60 градусов.
Варианты дюймовой резьбы Существует множество типов резьбовых соединений, размеры которых указаны в дюймах, но среди них в России выделяют следующие основные типы: - Трубчатый цилиндрический
- Трубчатый конический
Каждая категория имеет свои особенности. Цилиндрическая трубная резьба регламентируется ГОСТ 6357-81. Размеры резьбы стандартизированы и занесены в специальную таблицу. Эти дюймовые резьбы в основном имеют более мелкий шаг, что означает меньшее количество нитей на дюйм. Таблица. Цилиндрическая трубная резьба. ГОСТ 6357-81. | Код резьбы | Количество ступеней при длине 25,4 мм | Шаг Р | Диаметр резьбы | Рабочая высота H-профиля 1 | Радиус кривизны R | ч | Н/6 | | 1.строка | 2-й ряд | внешний d = D | среднее d 2 = D 2 | внутренний d 1 = D 1 | 1/16 "
1/8" | - | 28 | 0,907 | 7,723 | 7.142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 | | 9,728 | 9.147 | 8,566 | 1/4 "
3/8" | - | 19 | 1,337 | 13.157 | 12 301 | 11.445 | 0,856117 | 0,183603 | 1.284176 | 0,214029 | | 16 662 | 15.806 | 14.950 | | 1/2 дюйма |
5/8" | 14 | 1,814 | 20,955 | 19.793 | 18.631 | 1.161553 | 0,249115 | 1.742331 | 0,2 | 22.911 | 21.749 | 20.587 | | 26 441 | 25.279 | 24.117 | | 30.201 | 29.039 | 27.877 | | 1 " | 1 1/8 " 1 3/4" | 11 | 2,309 | 33.249 | 31.770 | 30.291 | 1.478515 | 0,317093 | 2.217774 | 0,369629 | | 37.897 | 36.418 | 34.939 | | 41.910 | 40 431 | 38,952 | | 44.323 | 42.844 | 41.365 | | 47.803 | 90 056 46 324 44.845 | | 53.746 | 52,267 | 50,788 | | 59.614 | 58.135 | 56.656 | | 2 1/2 " 3 1/2" | 2 1/4 " 3 3/4" | 65.710 | 64.231 | 62.752 | | 75.184 | 73,705 | 72.226 | | 81.534 | 80.055 | 78,576 | | 87.884 | 86.405 | 84,926 | | 93.980 | 92.501 | 91.022 | | 100.330 | 98.851 | 97.372 | | 106.680 | 105.201 | 103,722 | | 4 " | 4 1/2 " 5 1/2" | 113.030 | 111.551 | 110.072 | | 125.730 | 124,251 | 122,772 | | 138.430 | 136,951 | 135.472 | | 151.130 | 149 651 | 148,172 | | 163.830 | 162,351 | 160,872 | | При выборе размера резьбы следует предпочесть первый ряд второму. | Второе отличие — более округлый профиль. Он способствует более тесному контакту витков друг с другом, что снижает вероятность протечек при транспортировке жидкости через их резьбовое соединение. Цилиндрическая трубчатая резьба нарезается на трубы диаметром не более 6 дюймов. Размеры труб выше этого размера требуют использования очень точного оборудования, что увеличивает производственные затраты. В этом случае эффективнее, как с технологической, так и с финансовой точки зрения, закрепить трубы сваркой. Резьба трубная коническая представлена в ГОСТ 6211-81. Таблица размеров, пределы допусков и значения нагрузки описаны в настоящем стандарте. Коническая резьба по типу профиля витка похожа на дюймовую, но имеет 2 достаточно важных отличия. Коническая трубная резьба. ГОСТ 6211-81. | Обозначение размера резьбы | Шаг Р | Количество шагов на длину
25,4 мм | ч | Н 1 | С | р | Диаметр резьбы главной плоскости | Длина резьбы | | д = Д | д2 = Д2 | д1 = д1 | л 1 | л 2 | | 1/16 дюйма | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7.142 | 6,561 | 6,5 | 4.0 | | 1/8 дюйма | 9,728 | 9.147 | 8,566 | | 1/4 дюйма | 1,337 | 19 | 1.283837 | 0,856117 | 0,213860 | 0,183541 | 13.157 | 12 301 | 11.445 | 9,7 | 6,0 | | 3/8 дюйма | 16 662 | 15.806 | 14.950 | 10.1 | 6,4 | | 1/2 дюйма | 1,814 | 14 | 1.741870 | 1.161553 | 0,2 | 0,249022 | 20,955 | 19.793 | 18.631 | 13.2 | 8.2 | | 3/4 дюйма | 26.441 | 25.279 | 24.117 | 14,5 | 9,5 | | 1 " | 2,309 | 93 365 11 2.217187 | 1.478515 | 0,369336 | 0,316975 | 33.249 | 31.770 | 30.291 | 16,8 | 10,4 | | 1 1/4 дюйма | 41.910 | 40 431 | 38,952 | 19.1 | 12,7 | | 1 1/2 дюйма | 47.803 | 90 056 46 324 44.845 | | 2 " | 59.614 | 58.135 | 56.656 | 23,4 | 15,9 | | 2 1/2 дюйма | 75,184 | 73,705 | 72.226 | 26,7 | 17,5 | | 3 " | 87.884 | 86.405 | 84,926 | 29,8 | 20,6 | | 3 1/2 дюйма | 100.330 | 98.851 | 97,372 | 31,4 | 22,2 | | 4 " | 113.030 | 111.551 | 110.072 | 35,8 | 25,4 | | 5 дюймов | 138.430 | 136,951 | 135.472 | 40,1 | 28,6 | | 6 дюймов | 163.830 | 162,351 | 160,872 | Прежде всего, есть два типа углов: 55 и 60 градусов.Второе отличие состоит в том, что резьба нарезается по конусу, благодаря чему коническая резьба по качеству не уступает самоуплотняющейся (таблица со значениями конусности приведена в литературе). В результате соединители с их использованием не требуют применения дополнительных уплотнительных элементов: льняной нити, пряжи с суриком и др. Классы маркировки и точности Различают 3 класса точности резьбы: первый (грубый), второй и третий (наиболее точный).Выбор того или иного класса зависит от 2-х факторов: размера диаметра резьбы, взятого из таблицы, давления жидкости в трубопроводе. Чем выше степень резьбы, тем большее давление жидкости она может выдержать. Размеры проверяются на соответствие заданному классу точности с помощью специальных калибров. Этот метод позволяет наиболее достоверно определить соответствие резьбы требуемым размерам, но он более трудоемкий. Этот метод эффективен в условиях крупносерийного производства деталей, требующих наличия высокой точности... Когда сериализация не так велика и к точности не предъявляются повышенные требования, размеры резьбы контролируются следующим образом: - Размеры наружного диаметра измеряют штангенциркулем, микрометром и другими механическими частями измерительного прибора... Затем показания сравнивают со справочной таблицей.
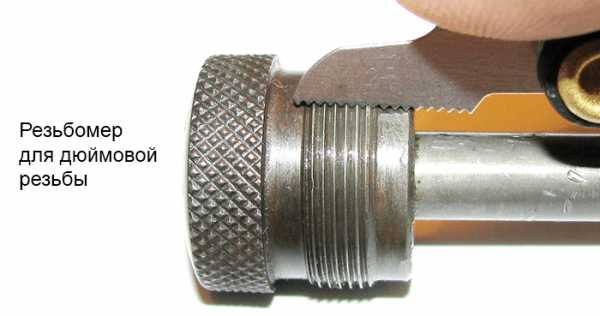
- Размеры шага определяются с помощью специальных гребенок, например, дюймового резьбового калибра. Затем полученное количество ниток на дюйм соотносится со значением таблицы размеров дюймовой резьбы.Самый простой способ измерить шаг резьбы – взять линейку, отметить на ней 25,4 миллиметра и посчитать, сколько витков в каждом сегменте. Сразу отметим, что этот метод является наиболее грубым и не подходит для измерения резьбы третьего и второго классов точности.
 Обозначение дюймовой резьбы в технической документации Возьмем пример: Буква «Г» указывает на то, что трубная резьба цилиндрическая. Коническая труба по российским стандартам, маркируется буквой «К». Цифра «2» указывает размер наружного диаметра. Единицей измерения являются дюймы. Размеры резьбы и их варианты полностью регламентированы ГОСТом и указаны в специальных таблицах. Буквы "LH" означают, что резьба имеет левую резьбу. Отсутствие этого символа указывает на правильное направление. Цифра «2» указывает на класс точности. Таблица пределов отклонений указана в ГОСТ. Число «40» – это размер, который характеризует длину свинчивания.  Создание потока Существует 2 основных способа получения дюймовой резки: Рифленые накатки изготавливаются с помощью специальных роликов для намотки нити с профилем, повторяющим контур резьбы. Заготовка помещается между роликами и нити накатываются до необходимых размеров. Резьба, изготовленная таким способом, имеет более высокие механические свойства за счет более плавного распределения волн натяжения между витками. Кроме того, накатка имеет высокий КПД, что позволило ей найти широкое применение в серийном производстве. Недостатком прокатного способа является сложность изготовления валков.Их точность должна быть включена на высоком уровне... В противном случае очень трудно гарантировать требуемые размеры резьбы. Второй момент – это видеоматериал. Он должен иметь улучшенные механические свойства. Обычно для этого используют высоколегированные штампованные стали. Все это делает метод накатки очень затратным с финансовой точки зрения. Рубленая резьба проще в изготовлении, но по механическим свойствам, особенно по прочности, заметно уступает накатанной.Это связано с наличием более острых краев профиля и соответственно более высоким значением коэффициента напряжения. Продукт нарезан двумя способами: - Вручную.
- С помощью токарного станка.
Для ручной резки используйте метчик (внутри) и плашку (снаружи). Труба зажимается. Один из указанных типов надевается и навинчивается на его конец под ручным инструментом в зависимости от типа резьбы. Сделайте разрез. Повторите этот процесс, чтобы улучшить чистоту и точность. На токарном станке алгоритм работы очень похож. Только трубы зажимаются не в тисках, а в патроне станка. Затем вводят фрезу, включают подачу нити и машина запускает производственный процесс. Этот способ более эффективен, чем ручная резка, но требует от токаря некоторой сноровки. В этой статье я хочу не только привести вам сухие факты о размерах дюймовой трубной резьбы со ссылками на стандарты и ГОСТ, но и представить читателю интересный факт об особенностях обозначения последней. Так, те, кто уже сталкивался с трубной резьбой, не раз удивлялись несоответствию наружного диаметра резьбы ее обозначению. Например, резьба 1/2 дюйма имеет внешний диаметр 20,95 мм, хотя логически для метрической резьбы он должен быть 12,7 мм. Дело в том, что в дюймовой резьбе фактически указывается отверстие под трубу, а не наружный диаметр резьбы. При этом, добавляя к размеру отверстия стенку трубы, мы получаем завышенный наружный диаметр, к которому мы привыкли писать метрическую резьбу.Условно так называемый трубный дюйм равен 33,249 мм, т. е. 25,4 + 3,92 + 3,92 (где 25,4 — переход, 3,92 — стенка трубы). Стенки труб принимают исходя из рабочего давления на резьбу. В зависимости от диаметра трубы они соответственно увеличиваются, так как труба большого диаметра должна иметь более толстые стенки, чем труба меньшего диаметра при одинаковом рабочем давлении. Трубная резьба классифицируется следующим образом: Цилиндрическая трубная резьба Это дюймовая резьба, основанная на резьбе BSW (британский стандарт Whitworth) и соответствующая резьбе BSP (британский стандарт трубной резьбы), имеет четыре шага резьбы 28, 19, 14, 11 витков на дюйм.Нарезается на трубы размером до 6 дюймов, трубы свыше 6 дюймов свариваются. Угол профиля при вершине 55°, теоретическая высота профиля H=0,960491P. Стандарты :
ГОСТ 6357-81. Основные стандарты взаимозаменяемости.
Цилиндрическая трубная резьба. ISO R228, EN 10226, DIN 259, BS 2779, JIS B 0202. Условное обозначение: буква G, числовое значение условного прохода трубы в дюймах (дюймах), класс точности среднего диаметра (А, В) и буквы LH для левой резьбы. Например.резьба номинальным диаметром 1 1/4”, класс точности А обозначается как G1 1/4-А. Еще раз напоминаем, что номинальный размер резьбы соответствует зазору трубы в дюймах, внешний диаметр трубы пропорционален этому размеру и толщине стенки трубы. Обозначение размера цилиндрической (Г) резьбы, градусы и номинальные значения для наружного, среднего и внутреннего диаметров резьбы, мм | Обозначение размера резьбы | Шаг P | Диаметр резьбы | | Ряд 1 | Ряд 2 | d = D | d2 = D2 | d1 = d1 | | 1/16 дюйма | | 0,907 | 7,723 | 7.142 | 6,561 | | 1/8 дюйма | | 9,728 | 9.147 | 8,566 | | 1/4 дюйма | | 1,337 | 13.157 | 12 301 | 11.445 | | 3/8 дюйма | | 16 662 | 15.806 | 14.950 | | 1/2 дюйма | | 1,814 | 20,955 | 19.793 | 18.631 | | | 5/8 дюйма | 22.911 | 21.749 | 20.587 | | 3/4 дюйма | | 26.441 | 25.279 | 24.117 | | | 7/8 " | 30.201 | 29 039 | 27.877 | | 1 " | | 2,309 | 33.249 | 31.770 | 30.291 | | | 1⅛ " | 37.897 | 36.418 | 34.939 | | 1¼ " | | 41.910 | 40 431 | 38,952 | | | 1⅜ " | 44.323 | 42.844 | 41.365 | | 1½ дюйма | | 47.803 | 90 056 46 324 44.845 | | | 1¾ " | 53.746 | 52,267 | 50,788 | | 2 " | | 59.614 | 58.135 | 56.656 | | | 2¼ " | 65.710 | 64.231 | 62,762 | | 2½ дюйма | | 75,184 | 73,705 | 72.226 | | | 2¾ " | 81,534 | 80.055 | 78,576 | | 3 " | | 87.884 | 86.405 | 84,926 | | | 3¼ " | 93,980 | 92.501 | 91.022 | | 3½ дюйма | | 100.330 | 98.851 | 97,372 | | | 3¾ " | 106,680 | 105.201 | 103,722 | | 4 " | | 113.030 | 111.551 | 110.072 | | | 4½ " | 125.730 | 124,251 | 122,772 | | 5 дюймов | | 138.430 | 136,951 | 135.472 | | | 5½ " | 151.130 | 148,651 | 148,172 | | 6 дюймов | | 163.830 | 162,351 | 160,872 | 90 380 Резьба Дюймовая в основном используется для создания трубных соединений: она применяется как для самих труб, так и для металлических, и пластиковых фитингов, необходимых для монтажа трубопроводов различного назначения.Основные параметры и особенности резьбовых элементов таких соединений регламентирует соответствующий ГОСТ с указанием таблиц дюймовых размеров резьбы, на которые ориентируются специалисты. основные параметры Нормативный документ, устанавливающий требования к размерам цилиндрической дюймовой резьбы, - ГОСТ 6111-52. Как и любая другая дюймовая резьба, она имеет два основных параметра: шаг и диаметр. Последнее обычно означает: - наружный диаметр, измеренный между вершинами резьбовых гребней на противоположных сторонах трубы;
- внутренний диаметр как величина, характеризующая расстояние от одной самой нижней точки зенковки между резьбовыми гребнями до другой, также на противоположных сторонах трубы.
 Зная наружный и внутренний диаметр дюймовой резьбы, можно легко вычислить высоту ее профиля. Для расчета этого размера достаточно определить разницу между такими диаметрами. второй важный параметр - шаг - характеризует расстояние, на котором находятся два соседних гребня или два соседних углубления. На всем протяжении сечения изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одинаковое значение.При несоблюдении такого важного требования он просто не будет работать, с ним не получится получить второй элемент созданного соединения. Ознакомиться с регламентом ГОСТ на дюймовую резьбу вы можете, скачав документ в формате pdf по ссылке ниже. Таблица размеров для дюймовой и метрической резьбы Узнайте, как метрическая резьба сравнивается с дюймовой резьбой различных типов, используя данные в таблице ниже. 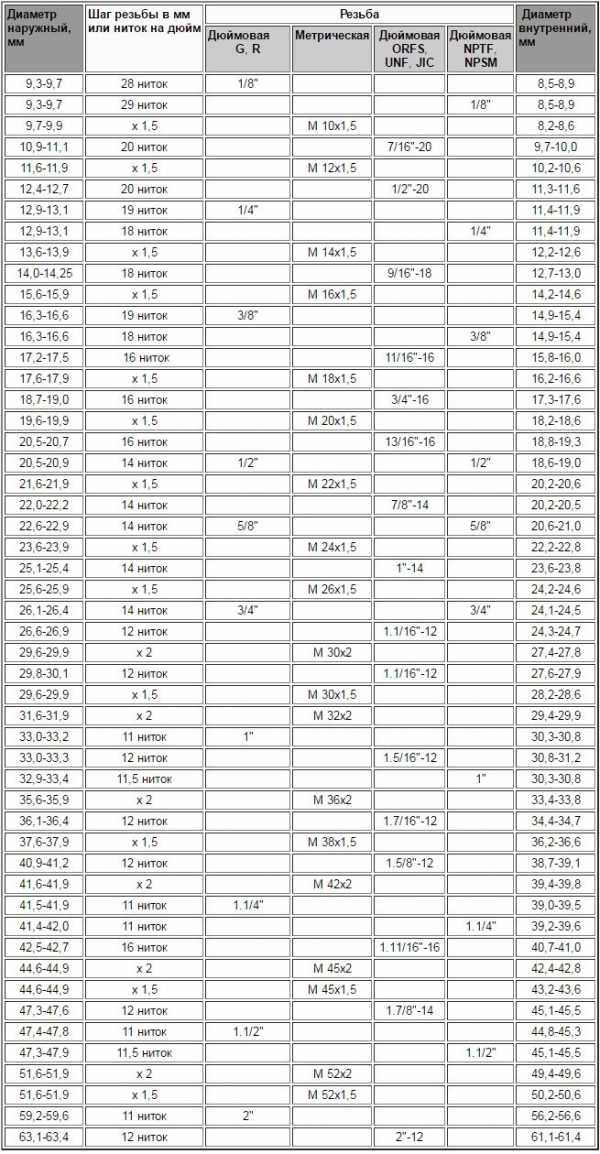 Аналогичные метрические размеры и различные варианты дюймовой резьбы в диапазоне Ø8-64 мм Отличия от метрической резьбы По своим внешним признакам и особенностям метрическая и дюймовая резьбы имеют не так много отличий, важнейшие из которых: - форма конькового резьбового профиля;
- Методика расчета диаметра и шага.
При сравнении формы резьбовых гребней видно, что дюймовая резьба острее метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы равен 55°. Метрическая и дюймовая резьба имеют разные единицы измерения. Таким образом, диаметр и шаг первых измеряются в миллиметрах, а вторых — в дюймах соответственно. Однако следует помнить, что для дюймовой резьбы используется не общепринятая (2,54 см), а специальная трубчатая дюймовка, равная 3,324 см.Так, например, если его диаметр равен ¾ дюйма, то в пересчете на миллиметры это будет 25, . Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который установлен ГОСТом, достаточно посмотреть специальную таблицу. В таблицах приведены как целые, так и дробные значения с размерами резьбы в дюймах. Обратите внимание, что шаг в этих таблицах определяется количеством канавок (резьбы), нарезанных на дюйм длины изделия. 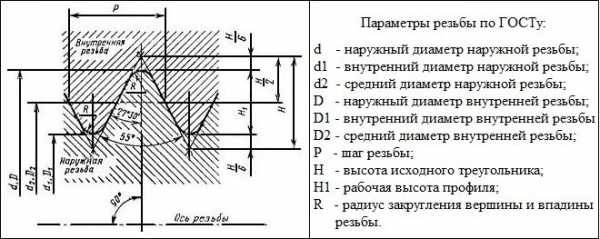 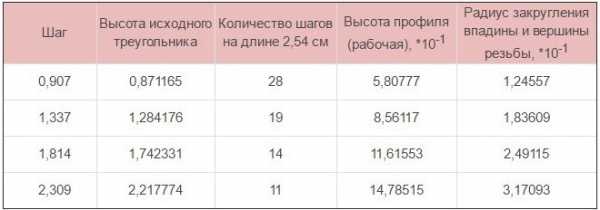  Для проверки соответствия шага уже изготовленной резьбы размерам, указанным ГОСТом, необходимо измерить этот параметр.Для таких измерений, производимых как для метрической, так и для дюймовой резьбы по одному и тому же алгоритму, используют стандартные инструменты - гребенку, калибр, механический калибр и т.п. Проще всего измерить шаг дюймовой трубной резьбы следующим методом: - В качестве простейшего шаблона используется штуцер или ниппель, параметры внутренней резьбы которых точно соответствуют требованиям, заданным ГОСТ.
- Болт с измеряемыми размерами наружной резьбы вкручивается в ниппель или ниппель.
- В том случае, если болт образует плотное резьбовое соединение с ниппелем или ниппелем, диаметр и шаг резьбы, наносимой на его поверхность, точно соответствуют параметрам используемого шаблона.
 Если болт не ввинчивается в шаблон или имеет резьбу, но образует с ним свободное соединение, эти измерения должны быть выполнены с другим соединением или крепежным элементом. Внутренняя трубная резьба измеряется по аналогичной методике, в таких случаях в качестве шаблона используется только изделие с наружной резьбой. Необходимые размеры можно определить с помощью резьбового калибра, представляющего собой зубчатую пластину, форма и другие характеристики которой точно соответствуют параметрам резьбы с заданным шагом. Такая пластина, выполняющая роль шаблона, просто прикладывается к испытуемой резьбе зубчатой частью. О том, что резьба на испытуемом элементе соответствует требуемым параметрам, свидетельствует плотное прилегание рифленой части пластины к ее профилю.  Для измерения наружного диаметра дюймовой или метрической резьбы можно использовать обычный штангенциркуль или микрометр. Технология нарезки Цилиндрическая трубная резьба дюймового типа (как внутренняя, так и наружная) может быть нарезана вручную или механическим способом. Ручное нарезание резьбы Нарезание резьбы ручным инструментом, который используется в качестве метчика (внутреннего) или штампа (внешнего), происходит в несколько этапов. - Обрабатываемая труба зажимается в тисках, а используемый инструмент зажимается в гаечном ключе (метчике) или в плашкодержателе (плашке).
- Матрица помещается на конец трубки, а метчик вставляется во внутреннюю последнюю часть.
- Используемый инструмент ввинчивается в трубку или полностью ввинчивается в трубку путем поворота ручки или держателя матрицы.
- Для получения более чистого и точного результата процедуру резки можно повторить несколько раз.
Нарезание резьбы на токарном станке . Трубная резьба нарезается механическим способом по следующему алгоритму: - Обрабатываемая труба зажимается в держателе станка, на основании которого крепится нож для обрезки нити.
- На конце трубы ножом снимают фаску и регулируют скорость зажима.
- Резьбовая подача срабатывает, когда резак подносится к поверхности трубы на станке.
Обратите внимание, что дюймовая резьба механически нарезается на токарном станке только на трубных изделиях, где толщина и жесткость позволяют это сделать. Изготовление дюймовой трубной резьбы механическим способом позволяет получить качественный результат, но использование такой технологии требует от токаря соответствующей квалификации и специфических навыков. Классы точности и правила маркировки Резьба, относящаяся к дюймовому типу, по указанию ГОСТ может соответствовать одному из трех классов точности - 1, 2 и 3. Рядом с номером, который указывает класс точности. Полное обозначение классов точности резьбы в зависимости от ее типа имеет вид 1А, 2А и 3А (для наружной), а также 1Б, 2Б и 3Б (для внутренней). Следует помнить, что первому классу соответствуют самые толстые нитки, и самые точные, к размерам которых предъявляются очень строгие требования.  . ШВП - Fabryka Obrabiarek Precyzyjnych AVIA S.A. ОБЩИЕ СООБЩЕНИЯ С РЕЗЬБОВЫМИ ШЕСТЕРНЯМИ КЛАССЫ ЭФФЕКТИВНОСТИ ОСНОВНЫЕ РАЗМЕРЫ ВИНТОВЫХ ШАРОВЫХ ПЕРЕДАЧ ТИПЫ ГАЙОК В ПРОИЗВОДСТВЕ FOP AVIA S.A. ФОП АВИА С.А. Основанная в 1902 году как производитель машин и оборудования, Fabryka Obrabiarek Precyzyjnych AVIA S.A. производит высокоточные станки уже более 55 лет.А с 1970 года также прецизионные шариковые винты. Наше предложение включает ШВП с длинным ходом для использования в современных станках с высокой скоростью перемещения, в том числе High Speed. ШВП изготавливаются в кондиционируемом цехе с использованием современных станков с ЧПУ для нарезания резьбы и специализированных измерительных приборов, что позволяет производить особенно качественное производство. Все стандартные шестерни изготавливаются двух классов точности 3 и 5. Шестерни изготовлены из высококачественных стальных сплавов, подвергнуты индукционной закалке и прецизионной шлифовке. У нас есть специализированные стенды для контроля шага, крутящего момента и контура резьбы. Стандартные ШВП производства FOP AVIA S.A. изготавливаются с фланцевыми гайками или цилиндрическими гайками. На болты монтируем одинарные гайки с осевым зазором или предварительным натягом, а также двойные гайки. Также изготавливаем гайки нестандартных форм по требованиям заказчика.Покупатель может выбрать тип гайки. Стандартное исполнение шага резьбы метрическое, но по запросу мы предоставляем шаг резьбы в дюймах. Конструкция шестерен постоянно совершенствуется с учетом пожеланий, высказанных заказчиками. В строительных работах используется CAD-система. Цапфы ШВП изготавливаются по чертежам заказчика. Кроме того, мы предлагаем ремонт и восстановление шарико-винтовых передач, а также изготовление специальных передач по проекту заказчика. ОБЩАЯ ИНФОРМАЦИЯ О ТРАНСМИССИЯХ Шарико-винтовые передачи произошли от обычных косозубых редукторов за счет вставки тел качения (шариков подшипников) между винтом и гайкой. В результате замены трения скольжения на трение качения ШВП имеют ряд преимуществ, благодаря которым нашли широкое применение в механизмах, требующих: - высокая эффективность
- беззазорная работа
- высокая осевая жесткость
- долгий срок службы.
В частности, ШВП используются в качестве приводных и измерительных элементов в станках с числовым программным управлением, в точной промышленности как части измерительных агрегатов, в авиационной промышленности и многих других отраслях промышленности. Шариковые винты изготовлены из высококачественных материалов. За счет качения шарика в закаленных канавках болта и гайки износ шестерни очень низкий, что исключает необходимость компенсации люфта и обеспечивает сохранение точности хода в течение всего срока службы.Использование гаек с предварительным натягом обеспечивает беззазорную работу и значительное увеличение жесткости. Все стандартные редукторы выполнены в классах точности 3 и 5 в соответствии с DIN69051 (ISO 3408). Ассортимент продукции: - Номинальный диаметр: 16 ÷ 80 мм
- Ход: 4 ÷ 20 мм
- Длина: стандартная до 3300 мм
ТИП ПРОФИЛЯ РЕЗЬБЫ И СПОСОБ ЦИРКУЛЯЦИИ ШАРОВ В РЕДУКТОРАХ В ФОП АВИА С.А. так называемый внутренняя циркуляция шарика (рис. 1.1), при которой шарик после прокатки через одну витку гайки возвращается к началу своего обращения через канал в специальной вставке, заделанной в гайку 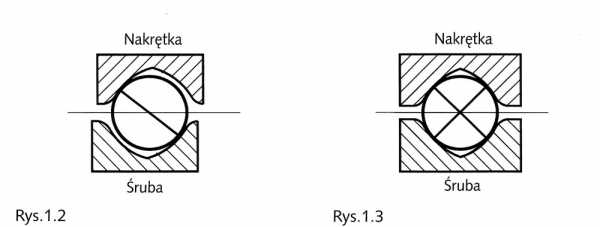 В коробках передач FOP AVIA S.A. используется двухдуговой контур. Такой контур позволяет получить высокую жесткость при исключении осевого люфта шестерни. Требуемая жесткость шестерни достигается двумя способами: В коробках передач FOP AVIA S.A. используется двухдуговой контур. Такой контур позволяет получить высокую жесткость при исключении осевого люфта шестерни. Требуемая жесткость шестерни достигается двумя способами: - С помощью двух "контргаек" (двухточечный контур - рис.1.2)
- Компенсацией зазора подбором диаметра шарика (четырехточечный контур, одинарная гайка - рис. 1.3)
Предварительная нагрузка должна быть настолько высокой, насколько это необходимо, и минимально возможной. Рабочая нагрузка до трехкратного значения предварительной нагрузки не вызывает «провисания» (падения напряжения до нуля). КЛАССЫ ПРОИЗВОДИТЕЛЬНОСТИ 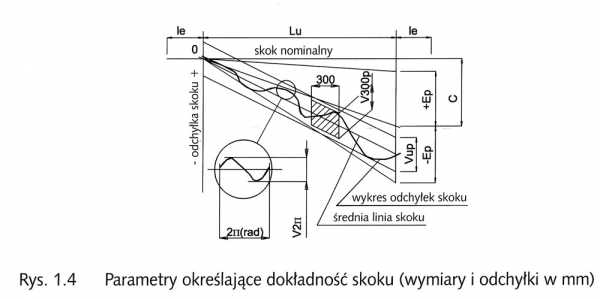 Lu - полезный ход, равный длине резьбы, уменьшенной на длину участков le приемке не подлежит C - требуемое отклонение линии среднего шага от линии номинального шага по длине Lu Эп - допустимое отклонение линии среднего шага от требуемого значения Вуп - допустимая ширина полосы отклонения шага В300п - ширина полосы 300 мм W2 n - ширина полосы в пределах одного шага Значение C (требуемое отклонение шага резьбы от номинального шага ) необходимо указать в заказе.При отсутствии требований используется С = 0. Измерение хода относится к температуре 293 К (20 °С). Длина участка, не подлежащего приемке, принимается равной: Lu - полезный ход, равный длине резьбы, уменьшенной на длину участков le приемке не подлежит C - требуемое отклонение линии среднего шага от линии номинального шага по длине Lu Эп - допустимое отклонение линии среднего шага от требуемого значения Вуп - допустимая ширина полосы отклонения шага В300п - ширина полосы 300 мм W2 n - ширина полосы в пределах одного шага Значение C (требуемое отклонение шага резьбы от номинального шага ) необходимо указать в заказе.При отсутствии требований используется С = 0. Измерение хода относится к температуре 293 К (20 °С). Длина участка, не подлежащего приемке, принимается равной: - для хода 5 мм le = 20 мм
- для хода 10 мм le = 40 мм
- для хода 20 мм le = 60 мм
Желаемое отклонение линии среднего хода C от номинального хода на длине Lu можно указать: КЛАССЫ ПРОИЗВОДИТЕЛЬНОСТИ Таблица 1.Допустимые значения Вуп и Ер в зависимости от полезной длины Лу и классов точности. 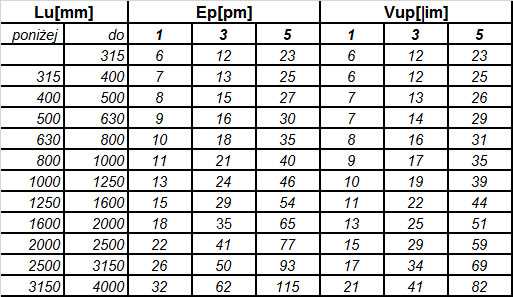 Таблица 2. Таблица 3. Международный стандарт классов точности передачи. Таблица 2. Таблица 3. Международный стандарт классов точности передачи. ОСНОВНОЙ РАЗМЕР РОЛИКОВЫХ БОЛТОВЫХ РЕДУКТОРОВ (размеры в мм) Завод прецизионных станков "АВИА" АО. производит шарико-винтовые передачи в диапазоне: номинальных диаметров do = 16 ÷ 80 мм ходов p = 4 ÷ 20 мм общая длина винта от до 3300 Таблица 4 90 132 МАРКА СТАЛИ, ПРИМЕНЯЕМАЯ В ФОП АВИА С.A. ДЛЯ ВИНТОВЫХ ПЕРЕДАЧ 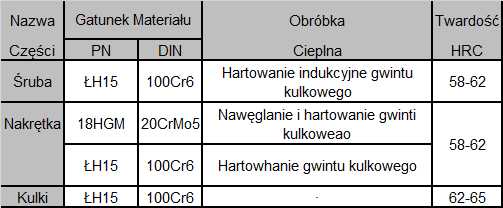 Таблица 5. Таблица 5. ТИПЫ ГАЙОК В ПРОИЗВОДСТВЕ FOP AVIA S.A. 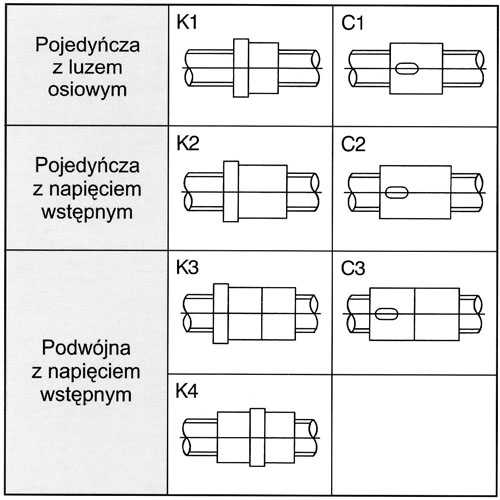 МЕТОД МАРКИРОВКИ СТАНДАРТНЫХ ГАЙОК ПРОИЗВОДСТВА FOP AVIA S.A. 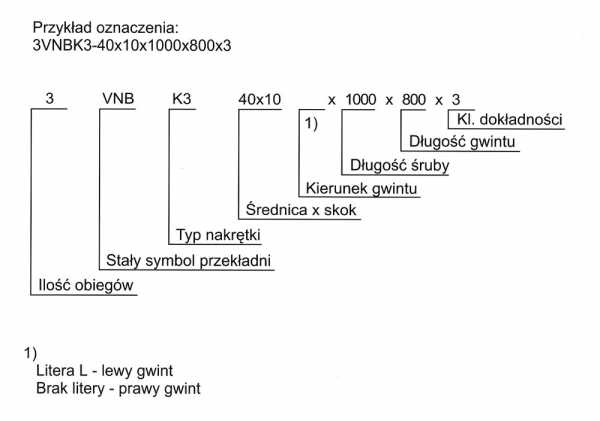 Посмотреть полный каталог Посмотреть полный каталог . Высекальный пресс - что это такое и для чего он нужен? Одним из режущих инструментов являются плашки , которые используются для нарезания наружной резьбы. Его действие идентично действию гайки, но он оснащен режущим лезвием, которое нарезает резьбу на элементе, на котором он навинчен. Проверьте, что такое штамп и для чего он нужен. Резьбовые соединения разъемные в машиностроении могут выполняться различными способами на различных типах станков. Самый простой и дешевый способ нарезать резьбу — использовать плашки.Плашки – это инструменты, с помощью которых можно нарезать наружную резьбу на соответствующий диаметр или внести улучшения в уже имеющуюся резьбу из-за механических повреждений из-за неправильной эксплуатации резьбового соединения или тяжелых условий работы. Высекальный пресс что это? Плашка представляет собой многолезвийный инструмент с правильной формой шага резьбы. Для облегчения первоначального введения инструмента в материал первый зуб выполнен в виде направляющей и имеет меньшую высоту, чем остальные.Благодаря своему применению они чаще всего имеют круглую форму, благодаря чему легко наносятся в оправы. На внешней поверхности они имеют специальные фрезерованные или просверленные отверстия или шлицы, облегчающие быструю настройку в данном держателе. Крепления выполнены через равные промежутки по окружности инструмента для равномерного распределения усилий при работе. Оснащены отверстиями, через которые удаляется стружка в процессе нарезания резьбы, и в зависимости от типа данной матрицы имеют такие параметры, как: - Внешний диаметр матрицы или нестандартные размеры
- Ширина инструмента
- Номинальный диаметр резьбы, выполненной с шагом
- Фаска и передний угол
- Зажимные отверстия
- Количество канавок
- Обозначение класса точности изготавливаемой резьбы
- Тип материала или покрытия на лезвиях Учитывая быстроту изготовления резьбы, плашка применяется в станках.Из-за использования плашек в станках с компьютерным управлением их геометрия была изменена, чтобы нарезать более глубокую резьбу. После выдвигания режущей части форма штампа приобретала форму конуса и название такого штампа определялось как автоматический - колокол. Плашки изготавливаются из быстрорежущей стали (HSS) или стали с добавками кобальта (HSS-E). Покрытие режущих элементов штампов специальными покрытиями становится популярным методом с целью повышения эффективности процесса и ресурса самого инструмента. Плашками могут быть следующие резьбы:
- M, метрическая гладкая
-MF, метрическая мелконавивная
-UNC, американская обычная, унифицированная
-UNF, американская унифицированная мелкая резьба
-G, трубчатая резьба
-R, трубчатая коническая
-BSW, Whitworha плоская
-BSF, Whitworha мелкая
-NPT, американская трубчато-коническая
-Pg, монтажные трубы MF, UNF
-EN 24 231, для трубной резьбы G
-EN 24230, для трубной резьбы R  Рис. 1.Плашки Emuge ½-20 UNJF Основные параметры плашек указывает производитель, также производитель предоставляет информацию об обрабатываемом материале и требуемом диаметре для выбранной плашки. Рис. 2. Держатель инструмента для ручной нарезки резьбы с помощью матрицы Конструкция матрицы На приведенном ниже рисунке показана конструкция матрицы. 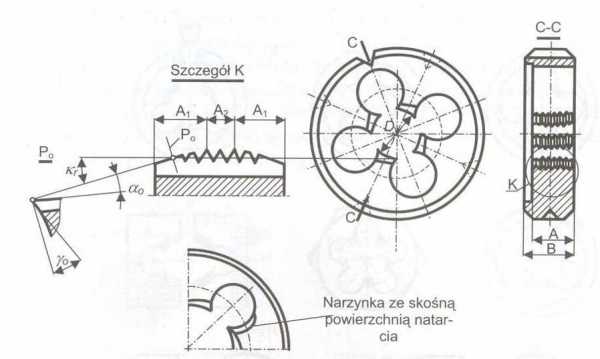 Рис. 3. Конструкция и геометрия штампа Внешний вид штампа можно увидеть на приложенном фото.Конструкция довольно простая, где он крепится в держателе, чтобы нарезка резьбы была правильной и ровной. Его версия - резьбонарезной станок , который используется для нарезания резьбы на трубах, на их наружных элементах. Он оснащен регулируемыми лезвиями, чтобы можно было нарезать резьбу на трубах разного диаметра. Они намного больше, чем обычные матрицы, и, таким образом, различные лезвия означают, что один инструмент можно использовать для разных труб. Матрица для нарезания резьбы на стержнях Матрица является приспособлением для нарезания резьбы на стержнях из m.в из металла, но и из других материалов. Это полезный инструмент как в профессиональной, так и в любительской мастерской. Какую резьбонарезную плашку выбрать и о чем помнить перед покупкой? Вы узнаете из нашей статьи! Нарезание резьбы Плашка выглядит как классическая гайка. Более того, он также используется аналогичным образом. Его используют путем наматывания на заготовку. Внутри матрицы есть встроенные лезвия, которые делают надрезы.Матрица также может быть использована для калибровки существующей резьбы, которая была сделана неправильно. Типы резьбонарезных плашек Стержневые резьбонарезные плашки бывают разных типов, и их основное деление учитывает конструкцию и применение этих устройств. Таким образом, можно выделить: - Плашки круглые - это на сегодняшний день самый популярный вид штампов. Их можно использовать для ручной и машинной нарезки резьбы.Они подходят для обработки различных материалов. - Плашки раструбные автоматические - их режущая часть немного вставлена, что позволяет нарезать резьбу в более глубоких местах. Их можно использовать вместе с токарными станками. - Плашки для дюймовой резьбы, - Плашки для метрической резьбы, - Плашки для трубной резьбы, - Плашки для трапециевидной резьбы. Также стоит отметить, что гребенки для нарезания резьбы различаются по размеру.Его можно легко прочитать по маркировке на приборе. Символ состоит из буквы М и цифры. Чем выше его значение, тем крупнее инструмент. Наиболее популярными типами штампов являются размеры M2 и M6, но также имеется широкий выбор более крупных штампов, таких как размер 20 или M30. Какой инструмент для нарезания резьбы купить? Самым важным вопросом при выборе штампа, несомненно, является материал изготовления. Для производства этих инструментов обычно используется один из трех видов стали.В эту группу входят: Углеродистая сталь WS – используется для обработки более легких металлов. Инструментальная сталь - обогащена частицами хрома, кобальта или ванадия, что делает ее намного тверже обычной стали. Плашки из этого материала прекрасно подходят для обработки различных видов металлов. Быстрорежущая сталь HSS – демонстрирует высокую стойкость к механическим повреждениям, а также отличную износостойкость.По этой причине он используется для нарезания резьбы в твердых материалах. Кроме того, если вы ищете действительно надежные аксессуары, демонстрирующие исключительную прочность и долговечность, выберите штамп, который будет помечен как инструмент для тяжелых условий эксплуатации. Эти типы инструментов дополнительно закалены в масле, благодаря чему они приобретают, среди прочего, устойчивость к истиранию или воздействию высоких температур. В плашках для нарезания резьбы также важно количество выколотых отверстий, задачей которых является удаление бурового шлама, образующегося при нарезании резьбы.Для обеспечения комфорта при работе с инструментом стоит достать плашку не менее чем с тремя отверстиями (чем больше, тем лучше). Благодаря этому стружка будет сниматься быстрее и не будет засорять устройство, а использование такой плашки будет намного комфортнее. . Типы резьб Проверьте дюймовую и метрическую резьбу Типы резьбы можно разделить по форме контура, типу размера, направлению вращения, а также единице измерения и отношению шага к диаметру. Соединитель является основным элементом резьбового соединения. Он состоит из болта и гайки. Сочетание болта и гайки дает нам неподвижное резьбовое соединение. Различают косвенные и прямые резьбовые соединения. Различные типы резьбы в основном используются в машиностроении и их компонентах, таких как, например.резиновые амортизаторы. Основные типы резьбы: Типы резьбы - форма контура: - трапециевидный симметричный (переносит большие нагрузки в одном и обоих направлениях, используется, например, в параллельных тисках или в домкратах)
- трапециевидный асимметричный (работает с одним направлением нагрузки, используется
например, в винтовых прессах) - треугольный
- круглый (высокая усталостная прочность, используется напр.в вагонных сцепках)
- прямоугольный (используется в штучном производстве)
Типы резьбы - типоразмер: - внутренний (расположен внутри проема)
- внешний (находится на валу)
Типы резьбы - направление вращения: - слева
- правый (наиболее часто используемый)
Типы резьбы - Единица измерения: - дюймов (угол контура 55 или 60 градусов)
- метрический (угол контура 60 градусов)
Типы резьбы – отношение шага к диаметру: - рядовой (чаще всего встречается в серийно выпускаемых элементах)
- мелкая резьба (характеризуется высокой самофиксацией, предохраняющей резьбовое соединение от ослабления)
- грубый поворот (используется напр.в состоянии покоя соединения, часто откручиваются)
Резьба - дюймовая, метрическая и таблица размеров Резьба получается в результате нарезания канавок вдоль осевой линии. Профиль резьбы создается путем прохождения нарезанных канавок через ось резьбы. По треугольной форме нареза различают дюймовую и метрическую резьбу. Дюймовые резьбы делятся на трубные и мелкие. Они используются, в том числе сантехниками и газовиками. Метрическая резьба очень долговечна благодаря углу профиля 60 градусов.Их недостатком является неточное выравнивание. Таблица размеров дюймовой и метрической резьбы приведена ниже (таблица 1). Метрическая резьба Метрическая резьба имеет треугольный профиль, в основном используется для остаточного соединения. Они чаще всего маркируются буквой «М» и относятся к крепежным нитям. Мы различаем метрическую резьбу с обычной и мелкой резьбой. Как крупная, так и мелкая метрическая резьба может быть правосторонней или левосторонней.Среди прочего используется метрическая мелкая резьба. в электроустановках, во многих случаях заменяя специальные резьбы Pg. Угол их контура составляет 60 градусов. Идеально подходит для повседневного использования. Метрическая резьба очень прочная, поэтому
часто используют и в промышленности. Самостопоримость (высокое усилие, действующее на винт, не вызывает его проворачивания и отвинчивания) и малая чувствительность к неточности исполнения — другие преимущества, характеризующие метрическую резьбу. Метрическая резьба - Классы: - мелкая (прецизионная резьба)
- Среднее мелкое (общего назначения)
- грубый (используется для труднообрабатываемых материалов)
В полях допусков указывается точность метрической резьбы.Различают три группы длин витков резьбы: малая S, средняя N и большая L. Отдельным набором резьб являются метрические резьбы с малым шагом, которые используются в конструкции точных инструментов. Дюймовая резьба Дюймовые резьбы, также известные как резьбы Витворта, имеют треугольный профиль, как и метрические резьбы. Они используются для соединения труб. Угол их контура составляет 55 градусов. Мы различаем дюймовую трубную резьбу и мелкую резьбу.Дюймовые резьбы также включают американскую (UNC), американскую тонкую (UNF) и американскую сверхтонкую (UNEF) резьбу. Они идеально подходят для воздушных установок, сантехники, газа, некоторых моделей автомобилей производства США. Резьба UNC представляет собой гладкую резьбу, разработанную Уильямом Селлерсом в 1864 году. Вся информация о резьбе UNC определяется ASME B1.1 и ISO 5864. Для дюймовой резьбы диаметр указывается в дюймах, где 1 дюйм равен 2,54 см. Дюймовая трубка Дюймовая трубная резьба используется в соединениях труб (сантехнические или газовые). При использовании этих типов резьбы помните, что диаметр указан в дюймах. Резьба UNC (Unified National Coarse) является эквивалентом европейской метрической резьбы с номинальным шагом. Угол резьбы UNC составляет 60 градусов.
используется для производства крепежных изделий, например, гаек и болтов. Дюймовая точность Мелкая резьба дюймов имеет диапазон угла резьбы 55 градусов.Резьба UNF (Unified National Fine) является европейским эквивалентом метрической резьбы с мелким шагом. Угол резьбы UNF составляет 60 градусов. Как и резьба UNC, резьба UNF также используется в производстве соединителей (винтов, болтов). В Соединенных Штатах обычно используется дюймовая мелкая резьба. Этот тип резьбы также был разработан Уильямом Селлерсом. Например, резьба UNF может обозначаться
следующим образом: 3/8"UNF или 3/8"-24UNF, где 24 — это
нитей на дюйм. Трапециевидная резьба Трапециевидные резьбы отличаются высокой прочностью. Среди трапециевидных резьб есть метрические трапециевидные резьбы ISO и асимметричные трапециевидные резьбы. Преимуществом метрической трапециевидной резьбы ISO является возможность использования разрезных гаек. Использование разрезных гаек полезно для регулировки и устранения осевого люфта. В отличие от метрической резьбы ISO, несимметричная трапециевидная резьба может подвергаться нагрузке только в одном направлении.Кроме того, они отличаются высочайшей износостойкостью. Несимметричные трапециевидные резьбы применяют, например, в винтовых прессах. Они устойчивы к переноске тяжелых грузов с высоким коэффициентом трения. Высококачественная сталь, из которой изготовлены трапециевидные экспериментальные резьбы, делает их чрезвычайно прочными, благодаря чему они используются при обслуживании электрических устройств (например, отверток), а также в конструкции механических машин. Трапециевидная резьба также может использоваться в качестве ходового винта в ремнях, закрывающего движения в машинах для литья под давлением или в качестве движущегося винта в винтовых прессах. Обозначения резьбы Обозначения резьбы по стандартам PN и ISO приведены в таблице 2 Направленная резьба Направленные резьбы делятся на левые и правые. Их деление связано со спиралью. Спираль может определять цилиндрическую или коническую спираль. Он может быть право- или левосторонним. Левая направленная резьба получается перемещением винта
вверх влево, а правая (правая) резьба получается перемещением винта
вверх вправо.Чаще всего используется правая резьба. Левая резьба Левосторонняя (левая) резьба вкручивается слева вверху, т.е. против часовой стрелки. Они используются гораздо реже, чем правосторонние резьбы. Левосторонняя резьба
с успехом может применяться в английских (т.н. изразцовых печах)
для предотвращения открывания двери при горении, в свечах отопителя,
в газовых кранах (как защита от случайного выкручивания газа)
или в автомобильной промышленность.Они используются везде, где есть реальный риск ослабления самого винта. Левосторонняя резьба также может сочетаться с правосторонней резьбой в талрепе. Правая резьба Правая резьба закручивается по часовой стрелке. Этот тип направленной резьбы широко используется. Правая резьба применяется везде, где отсутствует риск самооткручивания или случайного выкручивания винта. Стоит добавить, что при комбинировании двух видов направленных резьб - правой и левой создается талреп, который можно использовать для м.в при натяжении канатов. Резьбовые отверстия Отверстия для резьбы должны быть тщательно обработаны. Выбирая сверло, помните, что его диаметр всегда должен быть меньше диаметра резьбы. Только тщательно подобранное сверло гарантирует, что пара резьб
будет выполнять свою задачу качественно и качественно. Специально подготовленная таблица помогает при выборе наилучшего диаметра сверла. Таблица 3 «Отверстия для резьбы — таблица выбора сверл» поясняет, как правильно выбирать сверла для резьбы.Какой размер сверла будет использоваться, зависит от типа резьбы (метрическая номинальная, метрическая мелкая или трубная). Стоит воспользоваться советами в таблице, чтобы избежать хлопот
с выбором подходящего сверла по резьбе. Какие резьбовые отверстия вам нужны? Если вы задаетесь вопросом: «Какие отверстия под резьбу нужны?», то ответ вы найдете ниже в Таблице 3. Вы узнаете, как тщательно и точно подобрать подходящий диаметр сверла под размер резьбы с маркировкой М1, М3 и G1/16.Это обусловлено различными типами резьбы: метрической номинальной резьбой, метрической мелкой резьбой, трубчато-цилиндрической резьбой. Сводка — Таблица потоков В таблице ниже показано, как получить отверстие для метрической резьбы, метрической мелкой резьбы и параллельной резьбы. Виды резьб и их применение. Ознакомьтесь с самыми популярными размерами Какая резьба в лампочках? Хотите заменить лампочку, но не знаете, какая подойдет к вашему освещению? Проверь какая резьба в лампочках! Разделяем нити в лампочках на: Эдисон (прессованные), галогенные и автомобильные лампочки. Какая резьба в лампах Эдисона? - Е27 (характеризуется «крупной резьбой», чаще всего используется в быту, адаптирован к сети 230 В)
- Е14 (характеризуется «мелкой резьбой», чаще всего используется в светильниках
и бра, приспособлен для работы в установках 230 В) - Е40 (используется в уличных фонарях)
Какая резьба у галогенных ламп? - GU10 (расстояние между ножками 10 мм, крепится на защелку, используется в потолочных светильниках, подходит для питания 230 В)
- MR16 (запрессовывается, используется в подвесных потолках, мебельных витринах, приспособлен для работы в двух вариантах напряжения: 12 В и 230 В)
- MR11 (пробка рефлекторная, чаще всего используется в декоративном освещении помещений)
- G9 (расстояние между опорами 9 мм, в основном используется для декоративного освещения)
- G6.35 (характеризуется утолщенными ножками, чаще всего используется в лампах
) - G4 (запрессован, приспособлен для работы в варианте напряжения 12 В, в основном используется в мебельной фурнитуре в ванной
или на кухне) Какая резьба в автомобильных лампах? - стоянка (резьба)
- Резьба C10W (используется для подсветки номерных знаков, длина 42/43 мм)
- Резьба C5W (используется для подсветки номерных знаков)
- Резьба W5W (габаритные огни и освещение салона автомобиля)
 виброизоляторы виброизоляторы Какая резьба у виброизоляторов? Виброизоляторы резиновые представляют собой металлорезиновые элементы с внутренней и наружной резьбой.Стандартные типы резьбы, используемые в резиновых амортизаторах: - М4
- М6
- М8
- М10
- М12
- М14
- М16
- М18
- М20
Длина резьбы регулируется в соответствии с потребностями и требованиями, которые необходимы в машинах и устройствах для устранения вибраций. Скачать версию в формате PDF . M20x1,5 или G1/2 '' CZAH-POMIAR Sp. о.о.о. Настройки файлов cookie Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить. Функциональный Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта. Аналитический Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей. Поставщики аналитического программного обеспечения Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper. Маркетинг Благодаря этим файлам мы можем проводить маркетинговые мероприятия. . Утверждение государственных стандартов по механике, установленных Польским комитетом по стандартизации. - Журнал законов 1955.19.115 | No. | | N | Число стандарт | Название стандарта | Дата установления стандарта | | 1 | 54 / M-02048 | Размеры гаечного ключа и размеры под ключ . | 29 октября 1954 г. | | 2 | 54 / M-02499 | Внутренние центры 60°. | 25 октября 1954 г. | | 3 | 54 / М-06501 | Краны. Грузоподъемность. | 25 сентября 1954 г. | | 4 | 54 / М-45 350 | Краны. Пролеты. | 25 сентября 1954 г. | | 5 | 54 / М-53300 | Калибры для дюймовой и метрической цилиндрической резьбы. Допуски. | 30 октября 1954 г. | | 6 | 54 / М-53301 | Калибры для метрической резьбы классов 1 и 2 в диапазоне диаметров от 0,3 до 0,9 мм. Допуски. | 30 октября 1954 г. | | 7 | 54 / М-53302 | Калибры для дюймовой трубной цилиндрической резьбы. Допуски. | 30 октября 1954 г. | | 8 | 54 / M-55012 | Держатели инструментов и головки. Конусы инструментов. Размеры. | 25 августа 1954 г. | | 9 | 54 / M-55019 | Держатели инструментов и головки. Квадратные драйверы. Размеры. | 25 августа 1954 г. | | 10 | 54 / M-55030 | Держатели инструментов и головки. Отвертки для нажимных разверток. Размеры. | 20 сентября 1954 г. | | 11 | 54 / М-55071 | Станки металлообрабатывающие. Шпиндель шлифовального станка заканчивается муфтами. Основные размеры. | 25 августа 1954 г. | | 12 | 54 / M-55083 | Держатели инструментов и головки. Драйверы для фрез. | 25 августа 1954 г. | | 13 | 54 / M-55691 | Машины для обработки пластмасс. Консольные эксцентриковые прессы, фиксированные. Проверить точность. | 25 августа 1954 г. | | 14 | 54 / М-55692 | Станки для обработки пластмасс. Эксцентриковые прессы с поворотным выступом. Проверить точность. | 25 августа 1954 г. | | 15 | 54 / M-55693 | Формовочные машины. Кривошипно-шатунные прессы. Проверить точность. | 25 августа 1954 г. | | 16 | 54 / М-56 150 | Станки. Фиксированные ручки. | 29 октября 1954 г. | | 17 | 54 / М-56151 | Станки. Маховики с рычагами. | 29 октября 1954 г. | | 18 | 54 / M-56161 | Станки. Шатуны двухплечевые. | 29 октября 1954 г. | | 19 | 54 / М-59118 | Круги шлифовальные. Статическая балансировка. | 27 октября 1954 г. | | 20 | 54 / M-60551 | Инструменты и ручки. Переходные втулки для конуса Морзе короткие. | 25 августа 1954 г. | | 21 | 54 / М-60552 | Инструменты и ручки. Переходные втулки для конуса Морзе длинные. | 25 августа 1954 г. | | 22 | 54 / М-85038 | Призматические выталкивающие канавки. Размеры отверстий под винты. | 23 августа 1954 г. | | 23 | 54 / М-88503 | Блокировка. Опорный и рабочий профиль стойки. | 20 сентября 1954 г. | | 24 | 54 / O-96050 | Ремесленные инструменты. Овальные корабельные щетки. Технические требования. | 27 сентября 1954 г. | | 25 | 54 / O-96051 | Ремесленные инструменты. Поперечная щетка. Технические требования. | 27 августа 1954 г. | .
| |