Безопасность труда при выполнении слесарных работ
Техника безопасности при выполнении слесарных работ
Безопасность работы в значительной степени зависит и от того, насколько сами работающие соблюдают правила техники безопасности.
Каждый слесарь должен не только хорошо знать, но и строго соблюдать все правила техники безопасности и меры предосторожности при всех слесарных работах; знать причины, которые могут вызвать при работе несчастные случаи.
Несчастные случаи на производстве — ушибы, ранения и т. д. называются промышленным травматизмом, который чаще всего происходит по двум причинам: вследствие недостаточного освоения работающими производственных навыков и отсутствия необходимого опыта в обращении с инструментом и оборудованием; из-за невыполнения правил техники безопасности и правил внутреннего распорядка.
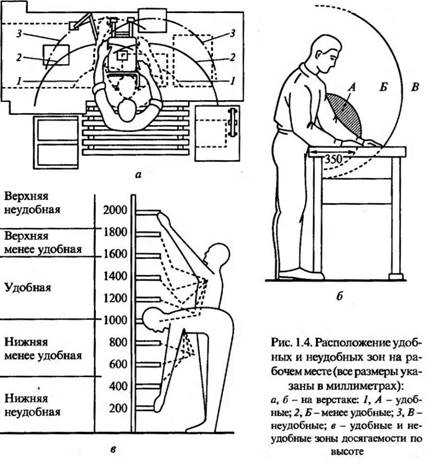
Основными условиями безопасной работы при выполнении слесарных операций являются правильная организация рабочего места, пользование только исправными инструментами, строгое соблюдение производственной дисциплины и правил техники безопасности.
Каждый рабочий должен хорошо знать и обязательно соблюдать все правила техники безопасности, изложенные в памятках, специальных инструкциях и плакатах по технике безопасности.
Все вращающиеся части станков и механизмов, а также обрабатываемые детали с выступающими частями должны иметь защитные ограждения.
Опасность представляют внутризаводской автомобильный и безрельсовый электротранспорт, ручные вагонетки, тележки, а также движение рабочих в узких проходах или на путях, где работает грузоподъемный транспорт.
Для движущегося транспорта устанавливают различные сигналы:
- Звуковые (звонки, сирены);
- Световые (различные цвета ламп-красный, желтый, зеленый), которые нужно знать и соблюдать.
При непосредственном прикосновении к токоведущим частям (выключателям, рубильникам и т. п.) или металлическим предметам, случайно оказавшимся под напряжением, возникает опасность поражения электрическим током. В местах, где имеются электрические установки, вывешивают предупредительные надписи (например, «Опасно»!, «Под током!») или ставятся условные знаки.
Электроинструменты должны присоединяться к электрической сети при помощи шлангового кабеля, имеющего специальную жилу, служащую для заземления и зануления, через штепсельную розетку, одно гнездо которой соединено с землей или с нулевым проводом. На штепсельной вилке контакт для соединения корпуса электроинструмента с землей делается более длинным, чем остальные токоведущие контакты. Благодаря такому устройству при включении электроинструмента сначала происходит заземление или зануление, а потом включаются токоведущие контакты.
Читайте также: Нарезание внутренней резьбыПри работе с электроинструментами следует применять индивидуальные средства защиты:
- Резиновые перчатки и калоши, резиновые коврики, изолирующие подставки и т. п.
Ниже приводятся краткие правила по технике безопасности
До начала работы необходимо:
- Надев спецодежду, проверить, чтобы у нее не было свисающих концов. Рукава надо застегнуть или закатать выше локтя;
- Проверить слесарный верстак, который должен быть прочным и устойчивым, соответствовать росту рабочего. Слесарные тиски должны быть исправны, прочно закреплены на верстаке; ходовой винт должен вращаться в гайке легко, губки тисков иметь хорошую насечку;
- Подготовить рабочее место: освободить нужную для работы площадь, удалив все посторонние предметы; обеспечить достаточную освещенность. Заготовить и разложить в соответствующем порядке требуемые для работы инструмент, приспособления, материалы и т. п.;
- Проверить исправность инструмента, правильность его заточки и заправки;
- При проверке инструмента обратить внимание на то, чтобы молотки имели ровную, слегка выпуклую поверхность, были хорошо насажены на ручки и закреплены клином; зубила и крейцмейсели не должны иметь зазубрин на рабочей части и острых ребер на гранях; напильники и шаберы прочно насажены на ручки;
- Проверить исправность оборудования, на котором придется работать, и его ограждение;
- Перед поднятием тяжестей проверить исправность подъемных приспособлений (блоки, домкраты и др.);
- Все подъемные механизмы должны иметь надежные тормозные устройства, а вес поднимаемого груза не должен превышать грузоподъемность механизма. Грузы необходимо надежно привязывать прочными стальными канатами или цепями;
- Нельзя оставлять груз в подвешенном состоянии после работы. Запрещается стоять и проходить под поднятым грузом;
- Не превышать предельные нормы веса для переноски вручную, установленные действующим законодательством об охране труда для мужчин, женщин юношей и девушек.
Во время работы необходимо:
- Прочно зажимать в тисках деталь или заготовку, а во время установки или снятия ее соблюдать осторожность, так как при падении деталь может нанести травму;
- Опилки с верстака или обрабатываемой детали удалять только щеткой;
- При рубке металла зубилом учитывать, в какую сторону безопаснее для окружающих направить отлетающие частицы и установить с этой стороны защитную сетку;
- Работать только в защитных очках. Если по условиям работы нельзя применять защитные сетки, то рубку выполняют так, чтобы отрубаемые частицы отлетали в ту сторону, где нет людей;
- Не пользоваться при работах случайными подставками или неисправными приспособлениями;
- Не допускать загрязнения одежды керосином, бензином, маслом.
Во время работы пневматическими инструментами необходимо соблюдение следующих требований:
- При присоединении шланга к инструменту предварительно проверить его и продуть сжатым воздухом;
- Не держать пневматический инструмент за шланг или рабочую часть;
- Во время работы не разъединять шланги;
- Включать подачу воздуха только после установки инструмента в рабочее положение.
- По окончании работы необходимо: тщательно убрать рабочее место;
- Уложить инструмент, приспособления и материалы на соответствующие места;
- Во избежание самовозгорания промасленных тряпок и концов и возникновения пожара убрать промасленные концы и тряпки в специальные металлические ящики.
Общие сведения о безопасности труда при выполнении слесарных работ. Без рубрики, Слесарное дело |
Несчастные случаи чаще всего происходят в результате невнимательного отношения к выполнению инструкций по безопасности труда и правил внутреннего распорядка, а также в результате недостаточного усвоения необходимых производственных навыков и отсутствия опыта в обращении с инструментами и оборудованием.
Задачей техники безопасности является предупреждение несчастных случаев, создание таких условий, которые обеспечивали бы полную безопасность труда работающих и его производительность.
Для обеспечения безопасного выполнения работ следует соблюдать ряд правил:
• работать только исправным и заточенным инструментом;
• при работе на заточных станках обязательно пользоваться защитными очками или защитным экраном с блокировкой. Не допускать биения заточных кругов. Следить за исправностью вытяжных устройств;
• рубку в тисках производить только при наличии на верстаке защитной сетки или экрана;
• работать в головном уборе и спецодежде;
• тяжелые детали поднимать только вдвоем. Не класть тяжелые детали на край верстака;
• не сдувать опилки, не смахивать стружку рукой, а использовать для этого щетку-сметку;
• перед началом работы на станках и механизированным инструментом проверять их на холостом ходу и только после этого закреплять инструмент;
• работать только при хорошем освещении;
• при работе электрифицированными инструментами от сети напряжением свыше 36 В обязательно использовать резиновые перчатки и резиновый коврик;
• работать на станках только при наличии исправных ограждений движущихся частей;
• после работы с применением масел, смазывающе-охлаждающих жидкостей, кислот, щелочей, соды, флюсов, клеев и т. п. обязательно мыть руки горячей водой с мылом;
• при получении мелких травм обязательно обрабатывать ранку йодом и накладывать бинт;
• работы с применением кислот, щелочей, флюсов и т. п., а также работы, связанные с выделением пыли, дыма, газов, необходимо выполнять в хорошо проветриваемом помещении или под вытяжным колпаком;
• не выходить на сквозняк в разгоряченном после работы состоянии;
• соблюдать при выполнении работы все правила безопасности труда, указанные в инструкциях и технологических картах.
Основы промышленной санитарии
Промышленная санитария предусматривает создание на производстве условий, обеспечивающих необходимую температуру в производственных помещениях, хорошую вентиляцию, достаточную освещенность рабочих мест, отсутствие сквозняков, наличие вспомогательных и бытовых помещений.
Температура в производственном помещении должна поддерживаться в пределах 16…20°С.
Вентиляция производственных помещений должна обеспечивать создание комфортных условий труда за счет поддержания необходимого температурного режима, удаления вредных газов, паров и пыли. Вентиляция может быть приточной или вытяжной.
Одним из показателей требуемого санитарного состояния помещения является его освещенность. Оптимальная освещенность на рабочем месте должна обеспечивать снижение нагрузки на глаза, облегчая работу и уменьшая возможность травматизма. Освещение может быть как естественным (дневной свет), так и искусственным (электрическое освещение). Предпочтительным является естественное освещение.
Помимо общих правил гигиены большое значение имеет личная гигиена работника. Под личной гигиеной понимаются меры, направленные на сохранение здоровья, предупреждение и устранение условий, которые могут привести к нарушению здоровья. Для сохранения здоровья и предупреждения заболеваний необходимо:
• делать краткие перерывы во время работы, позволяющие снять усталость (кроме того, следует иметь в виду, что после работы стоя отдыхать надо сидя, и наоборот);
• отводить на сон не менее 8 ч в сутки;
• в процессе работы время от времени менять рабочую позу;
• после окончания рабочего дня мыть в душе с мылом все тело.
Техника безопасности при слесарных работах
Техника безопасности при слесарных работах.
I – Общее положение.
1 Невыполнение студентом правил настоящих инструкций, рассматривается как нарушение учебно-производственной деятельности. Виновный в этом привлекается к ответственности согласно правилам внутреннего распорядка.
2 Приступать к выполнению задания можно только после получения инструктажа по Технике Безопасности, сдачи зачета и росписи в специальном журнале.
3 Не включать и не останавливать (кроме аварийных случаев) станки и механизмы, работа на которых поручена мастером.
4 Не прикасаться к арматуре общего освещения, оборванным электропроводам, токоведущим частям оборудования, не открывать дверцу электрораспределительных шкафов, не снимать защитные кожухи и ограждения с вращающимися и токоведущими частями.
II – Перед началом работы.
1 Правильно одеть и привести в порядок рабочую одежду, заправить её так, чтобы не было свисающих концов, убрать волосы под головной убор и приготовить индивидуальные средства защиты. (Рукавицы, защитные очки)
2 Организовать свое рабочее место так, чтобы при необходимости все было под рукой, проверить достаточность освещения рабочего места.
3 Подготовить необходимый рабочий инструмент. Приспособления отвечающие следующим требованиям:
а) Молоток, кувалда, кузнечные зубила, должны иметь поверхность бойка слегка выпуклую, необитую, без заусенцев, наклепа, выбоин, вмятин и должны быть закреплены на деревянные ручки.
б) Ручки молотков, кувалд и выколоток должны быть изготовлены из сухой древесины, разных пород. (дуб, бук, ясень, береза). Прямыми, овального сечения с незначительным утолщением к свободному концу. И не иметь трещин.
в) Напильники должны быть плотно насажены на гладко зачищенные ручки, стянутые металлическими кольцами.
г) Гаечные ключи должны быть исправными и соответствовать размеров болтов и гаек. Наращивать ключи запрещается.
д) Губки тисков и струбцин должны иметь хорошую, несработанную насечку.
III – Во время работы.
1 Пользоваться только исправными инструментами и приспособлениями, Рабочее место содержать в надлежащем порядке: Заготовки, инструменты, изделия, складывать на отдельные для них места. Не допускать загромождения проходов.
2 Отходы производства складывать в специальную тару.
3 Все работы с листовым материалом (переноску, укладку, резку на ножницах, гибку и др.) производить в рукавицах.
4 При работе с зубилом, крейцмейселем , выколоткой и другими инструментами ударного действия, а также резка металла ручными ножницами, пользоваться защитными очками.
5 Очистку поверхностей и промывку деталей подлежащих доработке, а также уборку стружки производить щеткой с меткой или ветошью.
6 При работе с плоскогубцами, кусачками, ножницами по металлу следить, чтобы режущие кромки были острыми и не имели сбоку выщербим.
7 Обрабатываемые детали надежно закрепить в тисках, инструментах.
8 Инструмент имеющий отточенное лезвие или острие, следует передавать другому человеку вперед рукояткой или тупым концом.
IV – В аварийной ситуации.
1 При обнаружении неисправности инструмента или оборудования. Немедленно прекратить работы и доложить об этом мастеру.
2 При получении травмы сообщать мастеру и обращаться в мед. Пункт.
V – По окончании работы.
1 Проверить наличие инструмента, убрать его в шкафчики или сдать мастеру.
2 убрать с верстака заготовки детали и уложить их в установленное для них место.
3 Убрать стружку металлическую стружку, пыль в специальную тару. Смазать трущиеся части тисков, уборку производить щеткой с меткой.
4 Произвести уборку помещения, удалить из мастерской отходы производства.
5 Обо всех замечаниях и обнаруженных неисправностях доложить мастеру.
6 Вымыть руки теплой водой с мылом.
Техника безопасности при работе с электроинструментом.
I – Общее положение.
1 Невыполнение студентом правил настоящих инструкций рассматривается как нарушение учебно-производственной деятельности. Виновный в этом привлекается к ответственности согласно правилам внутреннего распорядка.
2 Приступать к выполнению задания можно только после получения инструктажа по Технике Безопасности. Сдачи зачета и росписи в специальном журнале.
3 Студентам категорически запрещается выполнять работу не порученную мастером.
4 Студентам запрещается работать на неисправном инструменте и самим производить его ремонт.
5 Работу производить в специальной одежде и используя индивидуальные средства защиты. (очки диэлектрические перчатки.)
6 Работа студентов с электроинструментом в отсутствие мастера запрещается.
7 Электроинструмент применять только по назначению.
8 Запрещается работать электроинструментом с приставных лестниц и случайных приставок.
9 При работе с электроинструментом запрещается натягивать, перекручивать и подвергать нагрузке шнур.
10 Запрещается оставлять электроинструмент без надзора присоединенным к питающей сети.
11 При особом перерыве в подаче Электроэнергии, немедленно выключить электроприбор из сети.
12 Запрещается студентам на электрических ножницах производить регулировку ножен, а также устранение других неисправностей.
13 Во избежании заклинивания электрического молотка, при работе необходимо периодически вытаскивать из отверстия бур и производить очистку поверхностей от шлака, при этом обязательно отключать электрический молоток от сети.
14 электроинструмент должен подвергаться периодической проверке.
II – Перед началом работы.
1 Убедиться в исправности инструмента.
а) Произвести внешний осмотр.
б) Соединение соединительной вилки с розеткой.
в) Четкость работы выключателя.
г) Поломки на корпусе или рукоятке, или рабочей части инструмента.
2 Произвести проверку работы электроинструмента на холостом ходу.
3 Исключить попадания шнура на горячие поверхности, дыры и масленые поверхности.
4 Обрабатываемую деталь установить надежно.
III – Во время работы.
1 Запрещается переходить с работающим инструментом с одного места на другое.
2 Запрещается производить работу при обнаружении неисправности.
3 Запрещается передавать электроинструмент другим лицам, хотя бы на непродолжительный срок.
4 Не допускать попадания влаги в штепсельное соединение.
5 Во время перерыва электроинструмент необходимо выключить из сети.
6 Установку и смазывание рабочей части электроинструментов производить при полной остановке инструмента и отключении его от сети.
7 Не останавливать электроинструмент нажимом руки на рабочую часть, останавливать с помощью выключателя.
8 Удалять отходы производства только после полной остановки инструмента и отключении его от сети.
IV – В аварийной ситуации.
1 При обнаружении неисправности инструмента. Немедленно прекратить работы и доложить об этом мастеру.
2 При получении травмы сообщить мастеру и обратиться в мед. пункт.
V – По окончании работы.
1 Выключить электроинструмент из сети.
2 Привести в порядок рабочее место, убрать все.
3 Электроинструмент очистить от пыли грязи, протереть сухой ветошью.
4 Шнур аккуратно смотать и сдать мастеру.
Безопасность труда при выполнении слесарных работ.
Виды слесарных работ.
1.1 Разметка.
Разметкой называется операция нанесения на обрабатываемую деталь или заготовку разметочных рисок, определяющих контуры деталей или места, подлежащие обработке.
Оборудование и инструмент для разметки
Разметочная плита отливается из серого чугуна.Чертилки служат для нанесения линий на размечаемую поверхность. Изготавливают чертилки из стали У10 или У12; для разметки на стальной, хорошо обработанной поверхности применяют чертилки из латуни, а на алюминий риски наносят карандашом.Кернер применяется для нанесения углублений (кернов) на предварительно размеченных линиях. Керны наносят для того, чтобы линии не стирались в процессе обработки детали.Разметочные циркули используют для разметки окружностей и дуг, деления отрезков, окружностей, геометрических построений и для переноса размеров с измерительных линеек на деталь.Разметочные штангенциркули служат для точной разметки прямых линий, центров и окружностей больших диаметров.Рейсмас является основным инструментом для пространственной разметки. Он служит для нанесения параллельных вертикальных и горизонтальных линий, а также для проверки установки деталей на плите.
Перед выполнением разметки поверхность детали должна быть очищена от грязи, окалины, следов коррозии. Очистку выполняют металлическими щетками. После очистки поверхность детали окрашивают. Для окраски используют сухой мел или мел, разведенный в воде с добавлением столярного клея; раствор медного купороса (на один стакан воды – три чайные ложки), а также быстросохнущие лаки и краски.
1.2 Рубка.
Рубкой называется слесарная операция, при которой с поверхности детали или заготовки удаляются лишние слои металла или заготовка разрубается на части. Слесарное зубило изготавливается из инструментальной стали У7А; У8А; 7ХФ; 8ХФ.Рекомендуются следующие углы заострения зубила: для рубки твердых материалов (сталь, чугун, бронза) – 70º;для рубки стали средней твердости - 60º;для рубки латуни, меди - 45º;для рубки алюминиевых сплавов - 35º.Величина угла заострения проверяется шаблоном, представляющим собой пластину с угловыми вырезами 70; 60; 45 и 35º (рисунок 14а, б).Крейцмейсель отличается от зубила более узкой режущей кромкой; применяется для вырубания узких канавок, шпоночных пазов и т.п. Для вырубания профильных канавок – полукруглых, двугранных и других - применяют канавочники (рисунок 13в) – специальные крейцмейсели, отличающиеся от них только формой режущей кромки.
В качестве ударного инструмента
2. Молотки:
3. с квадратным бойком; с круглым бойком; со вставками из меди; деревянный (киянка)
4. 1 – боек; 2 – клин; 3 – носок; 4 - рукоятка
Молотки по массе бывают от 200 до 1000 г.
1.3 Резка
Резкой металла (разрезанием) называют отделение частей (заготовок) от сортового или листового металла. Ручные ножницы применяют для разрезания стальных листов толщиной 0,5 – 1,0 мм и из цветных металлов толщиной до 1,5 мм. Ручная ножовка применяется для разрезания листового, полосового, круглого и профильного металла, а также для прорезания пазов, шлицев, отрезания заготовок по контуру и т. п.Работа резания при использовании ручной ножовки выполняется ножовочным полотном. Ножовочное полотно представляет собой стальную пластину с двумя отверстиями под штифты и с зубьями на одном из ребер. Материал полотна – стали марок У10А; Р9; Х6ВФ, твердость – HRC 61-64. Полотна могут быть ручные и машинные.
1.4 Опиливание
Опиливание – это операция по обработке металлов и других материалов снятием небольшого слоя металла режущим инструментом - напильником.
Напильником называют режущий инструмент в виде стального закаленного бруска определенного профиля с большим количеством насечек или нарезок, образующих зубья.
Различают напильники с одинарной (простой) насечкой, с двойной (перекрестной) насечкой, с точечной (рашпильной) насечкой и дуговой (рисунок 37).
Надфили – небольшие напильники, длиной 80-160 мм. Применяются для лекальных, граверных, ювелирных работ, а также для зачистки отверстий, углов в труднодоступных местах.
Рашпили предназначены для обработки мягких металлов (свинец, олово и др.) и неметаллических материалов (кожа, резина, дерево и др.), когда обычные напильники непригодны из-за того, что их насечка быстро забивается стружкой и они перестают резать.
Машинные напильники – стержневые (с возвратно-поступательным движением) и вращающиеся применяются для опиливания и зачистки поверхности на специальных опиловочных станках.
1.5 Обработка отверстий
Обработка отверстий
После выполнения отверстий в сплошном материале производится их обработка для увеличения размеров и снижения шероховатости поверхностей, а также обработка предварительно полученных отверстий (например, литьем, продавливанием и т.п.). Обработка отверстий выполняетсянесколькими способами, в зависимости от того, какие параметры точности и шероховатости поверхности отверстия заданы чертежом. В соответствии с выбранным способом обработки выбирается и инструмент для ее осуществления. При обработке отверстийразличают три основных вида операций: сверление, зенкерование, развертывание и их разновидности: рассверливание, зенкование, цекование.
Сверление — это операция по образованию сквозных и глухих отверстий в сплошном материале, выполняемая при помощи режущего инструмента — сверла. Различают сверление ручное — ручными пневматическими и электрическими сверлильными устройствами (дрелями) и сверление на сверлильных станках. Ручные сверлильные устройства используются для получения отверстий диаметром до 12 мм в материалах небольшой и средней твердости (пластмассы, цветные металлы, конструкционные стали и др.). Для сверления и обработки отверстий большего диаметра, повышения производительности труда и качества обработки используют настольные сверлильные и стационарные станки — вертикально-сверлильные и радиально-сверлильные.
Одной из разновидностей сверления является рассверливание — увеличение диаметра отверстия, просверленного ранее. В качестве инструментов для рассверливания отверстий, также как и для сверления, используют сверла. Не рекомендуется рассверливать отверстия, полученные в заготовке методом литья, ковки или штамповки. Такие отверстия имеют различную твердость по поверхности отверстия из-за окалины, образующейся при литье, а также из-за неравномерной концентрации внутренних напряжений в металле на различных участках поверхности отверстий, полученных методом ковки или штамповки. Наличие мест с неравномерной и повышенной твердостью поверхности приводит к изменению радиальных нагрузок на сверло в процессе обработки отверстия, что ведет к смещению его оси, а также является причиной поломки сверла. Обработка отверстий сверлением и рассверливанием позволяет получить точность размеров обработанного отверстия до 10-го квалитета и шероховатость обработанной поверхности до Rz 80.
Зенкерованием называется операция, связанная с обработкой предварительно просверленных, штампованных, литых или полученных другими методами отверстий с целью придания им более правильной геометрической формы (устранение отклонений от круглости и других дефектов), а также достижения более высокой, по сравнению со сверлением, точности (до 8-го квалитета) и более низкой шероховатости (до Ra 1,25). Зенкерование ведутлибо на настольных сверлильных станках (при небольших диаметрах отверстий), либо на стационарном сверлильном оборудовании, устанавливаемом на фундаменте. Ручное сверлильное оборудование для зенкерования не применяется, так как оно не может обеспечить получение требуемых точности и шероховатости поверхности. К разновидностям зенкерования относятся зенкование и цекование.
Основные правила зенкерования отверстий:
• сверление и зенкерование отверстий необходимо производить с одной установки детали (заготовки) на станке, т. е. меняя только обрабатывающий инструмент;
• при зенкеровании необработанных отверстий в корпусных деталях особое внимание следует обращать на надежность установки и прочность закрепления детали;
• необходимо точно соблюдать величину припуска на зенкерование, руководствуясь соответствующей таблицей;
• зенкерование следует производить на тех же режимах, что и сверление;
• необходимо соблюдать те же правила охраны труда, что и при сверлении.
Зенкование- это обработка на вершине просверленных отверстий цилиндрических или конических углублений под головки винтов и заклепок, а также фасок. Операция выполняется при помощи специального инструмента — зенковки.
Основные правила зенкования отверстий:
• необходимо соблюдать правильную последовательность зенкования отверстий: вначале просверлить отверстие, а потом осуществить его зенкование;
• сверление отверстия и его зенкование следует производить с одной установки заготовки (детали), сменяя только инструмент;
• зенкование следует выполнять при ручной подаче зенковки и малой частоте вращения шпинделя (не более 100 об/мин) с применением эмульсии, глубину зенкования надо проверять штангенциркулем или линейкой станка;
• при зенковании отверстий цилиндрической зенковкой, когда диаметр цапфы больше диаметра отверстия, необходимо вначале просверлить отверстие по диаметру цапфы, а затем зенковать отверстие. Заключительная операция — рассверливание отверстия на заданный размер.
Цекование — это операция по зачистке торцевых поверхностей при обработке бобышек под шайбы, гайки, стопорные кольца. Операция производится с помощью специального инструмента — це- ковки, которая устанавливается на специальных оправках.
Развертывание — это операция по обработке ранее просверленных отверстий с высокой степенью точности (до 6-го квалитета) и малой шероховатостью (до Ra 0,63). Обработка развертыванием выполняется после предварительного сверления, рассверливания и зенкерования отверстия развертками, которые подразделяются на черновые и чистовые, ручные и машинные. Осуществляется развертывание как вручную, так и на станках, как правило, стационарных. Конструкция инструмента выбирается в зависимости от применяемого метода обработки.
Основные правила развертывания отверстий:
• необходимо точно соблюдать величину припуска на развертывание, руководствуясь соответствующей таблицей;
• ручное развертывание следует выполнять в два приема: вначале черновое, а затем чистовое;
• в процессе развертывания отверстия в стальной заготовке необходимо обильно смазывать обрабатываемую поверхность эмульсией или минеральным маслом, чугунные заготовки следует развертывать всухую;
• ручное развертывание следует осуществлять только по часовой стрелке во избежание задиров стенок отверстия стружкой;
• в процессе обработки следует периодически очищать развертку от стружки;
• точность обработки развернутых отверстий следует проверять калибрами: цилиндрических — проходным и непроходным; конических — по предельным рискам на калибре. Развернутое коническое отверстие допускается проверять контрольным штифтом «на карандаш»;
• сверление и развертывание отверстий на сверлильном станке машинной разверткой необходимо производить с одной установки заготовки, меняя только обрабатывающий инструмент.
1.6 Обработка резьбовых поверхностей
Обработка резьбовых поверхностей — это операция, которая осуществляется снятием слоя материала (стружки) с обрабатываемой поверхности или без снятия стружки, т.е. пластическим деформированием. В первом случае речь идет о нарезании резьбы, а
Таблица
| |||||||||||||||||||||||
|
во втором — о ее накатывании. В условиях промышленного производства обработка проводится с использованием универсального или специального (резьбонарезного и резьбонакатного) оборудования. На практике при сборке, ремонте оборудования и проведении монтажных работ применяется нарезание и накатывание резьбы вручную или с помощью ручных механизированных инструментов и приспособлений.
Безопасность труда при выполнении слесарных работ.
Перед началом работы необходимо:
надев спецодежду, проверить, чтобы у нее не было свисающих концов;
проверить слесарный верстак. Слесарные тиски должны быть исправны и прочно закреплены;
проверить исправность инструмента, правильность его заточки;
проверить исправность оборудования и его ограждение.
При выполнении работы:
Прочно зажимать в тисках деталь или заготовку, а во время установки или снятия ее соблюдать осторожность, так как при падении деталь может нанести травму; опилки с верстака или обрабатываемой детали удалять только щеткой; при рубке металла зубилом учитывать, в какую сторону безопаснее для окружающих направить отлетающие частицы и установить с этой стороны защитную сетку. Работу выполнять только в защитных очках; не пользоваться при работе случайными подставками или неисправными приспособлениями; не допускать загрязнения одежды керосином, бензином, маслами.
По окончании работ необходимо:
Тщательно убрать рабочее место; уложить инструмент, приспособления и материалы на соответствующие места; во избежание самовозгорания промасленных тряпок и возникновения пожара убрать тряпки в специальные металлические ящики.