Техника безопасности при выполнении слесарных работ
Техника безопасности при выполнении слесарных работ
ХАНТЫ-МАНСИЙСКИЙ ТЕХНОЛОГО-ПЕДАГОГИЧЕСКИЙ КОЛЛЕДЖ» (АУ «Ханты-Мансийский технолого-педагогический колледж»)
ОТЧЕТ
По Учебной практике (по профилю специальности)
УП.03.01. «Слесарная практика»
Техническое обслуживание и ремонт двигателей систем и агрегатов автомобилей»
Студента 927а группы 1 курса
очной формы обучения
Герасимов Алексей Сергеевич
(фамилия, имя отчество)
Место прохождения: Слесарно-механические мастерские
(наименование организации, предприятия)
Время прохождения с «19» мая 2018 г. по «08» Июня 2018г.
Руководитель практики
от организации: Мастер П/О ________________ Филатова Л. В.
(должность) (подпись) (Ф.И.О.)
М.П.
Руководитель практики
от колледжа: ________________ Таскаев С.Ю.
(итоговая оценка: отлично, хорошо, удовлетворительно) (подпись) (Ф.И.О.)
| Дата | Виды работ, выполненных студентом во время практики (содержание практики) | Кол-во часов |
| 19.05.2018 | Организация проведения слесарной практики. Инструктаж по технике безопасности при работе в учебно-производственной мастерской. | 6 ч. |
| 21.05.2018 | Исчисление размеров основными измерительными инструментами. | 6 ч. |
| 22.05.2018 | Разметка деталей: Заточка кернеров, чертилок и ножек циркуля. | 6 ч. |
| 23.05.2018 | Рубка различных поверхностей и разрубание металла: Вырубание канавок и пазов (прямолинейных и криволинейных). | 6 ч. |
| 24.05.2018 | Рубка и вырубание заготовок: Механизированная рубка металла Заточка инструмента: зубил, крейцмейселей и канавочников | 6 ч. |
| 25.05.2018 | Выполнение правки металла различного характера с подбором инструмента и оснастки Выполнение гибки металла различного характера с подбором инструмента и оснастки | 6 ч. |
| 26.05.2018 | Резка металла различным инструментом разного сечения | 6 ч. |
| 28.05.2018 | Опиливание различных поверхностей | 6 ч. |
| 29.05.2018 | Механизированные опиловочные работы | 6 ч. |
| 30.05.2018 | Сверление сквозных и глухих отверстий по разметке, шаблонам и кондукторам Зенкерование отверстий Зенкование гнезда под цилиндрическую и коническую головку Развертывание вручную цилиндрических и конических отверстий под заданный размер Заточка сверл Механизация сверления | 6 ч. |
| 31.05.2018 | Нарезание наружной и внутренней резьб | 6 ч. |
| 1.06.2018 | Восстановление резьб | 6 ч. |
| 02.06.2018 | Технология клепки различных материалов: Клепка тормозных накладок, фрикционных накладок сцепления, деталей оперения автомобиля Развальцовка трубок. Притирка деталей: Доводка деталей | 6 ч. |
| 04.06.2018 | Пайка и лужение: Склеивание деталей | 6 ч. |
| 05.06.2018 | Изготовление молотка слесарного; | 6 ч. |
| 06.06.2018 | Изготовление винта натяжного для ножовки | 6 ч. |
| 07.06.2018 | Изготовление плоскогубцев | 6 ч. |
| 08.06.2018 | Изготовление уголка | 6 ч. |
| Итого: | 108 ч. |
Подпись студента Герасимов А.С.
Организация проведения слесарной практики.
Инструктаж по технике безопасности при работе в учебно-производственной мастерской.
Металлическое изделие любой сложности можно изготовить ручным способом или, как принято называть, методом слесарной обработки. Однако, подобный метод изготовления обладает малой производительностью и высокой стоимостью изделия.
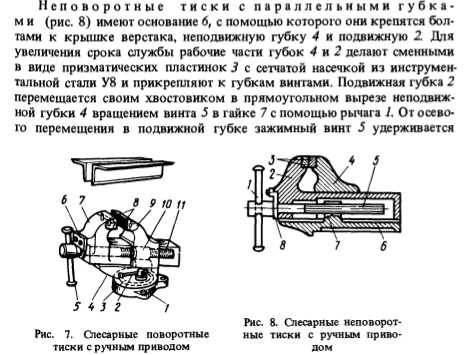
В наиболее массовом, развитом производстве, где изделия выпускаются в больших количествах и, в основном, налажен автоматический поточный процесс механической обработки деталей, рабочий-слесарь выполняет работы по наладке и ремонту промышленного оборудования. Он может заниматься сборкой готовых деталей в изделие и проводить их испытание. Во вспомогательных цехах этого производства слесари занимаются изготовлением (ремонтом) измерительного инструмента, ремонтом оборудования и т.д. Более значительная доля слесарных работ имеет место на предприятиях серийного типа производства, где изделия изготавливаются периодически повторяющимися партиями (сериями).На предприятиях или в мастерских, выпускающих разные изделия в небольших количествах, т.е. на предприятиях единичного типа производства, слесарь является одной из центральных фигур основного состава рабочих. Здесь слесарь выполняет разнообразные слесарные работы различной сложности и точности. Он изготавливает инструмент и приспособления, отдельные детали от начала до конца. Он подгоняет детали друг к другу и собирает их в готовое изделие.Слесарная обработка металлов включает в себя различные виды слесарных работ: разметку, рубку, правку и гибку, разрезание, опиливание, зенкерование и развертывание, шабрение, притирку и доводку, клепку, пайку и т.д. Все указанные виды работ выполняются ручным способом. На отдельных работах возможно применение механизированного инструмента и металлорежущих станков, облегчающих труд рабочего-слесаря.Слесарные работы выполняются разнообразным рабочим инструментом (режущим, ударным, разметочным, измерительным) на определенном рабочем месте. На рабочем месте устанавливается верстак со слесарными тисками и другим оборудованием, используемым при слесарных работах. Верстаки могут быть одноместные (на одного рабочего) и многоместные. Многоместный верстак представляет собой массивный стол с ящиками для инструмента; на его поверхности устанавливаются тиски по числу рабочих мест. Во время работы на верстаке располагают необходимые рабочие инструменты, разметочную плиту и др. Двухсторонние верстаки оборудуют проволочными ограждениями для предохранения противоположно работающего рабочего от слетающей стружки при рубке металла. Для работы в вечернее время рабочее место должно иметь индивидуальное электрическое освещение.Обычно на верстаках устанавливают параллельные слесарные тиски (поворотные и неповоротные). В таких тисках подвижная губка при перемещении остается параллельной губке, отчего тиски и получили название параллельных.Поворотные параллельные слесарные тиски состоят из основания 1, которое с помощью болтов крепится к верстаку. На основании закреплен корпус 9 неподвижной губки 7. В прямоугольном вырезе внутри неподвижной губки располагается гайка, через которую проходит зажимной винт 3. Одновременно через прямоугольный вырез проходит призматический выступ 8 подвижной губки 5. Винт 3 в подвижной губке закреплен стопорной планкой 4. При вращении зажимного винта рукояткой 2 он будет ввинчиваться в гайку или вывинчиваться из неё и тем самым перемещать подвижную губку относительно неподвижной. При сближении губки зажимают обрабатываемую деталь.Корпус тисков изготавливают из чугуна. Для увеличения срока службы к рабочим частям подвижной и неподвижной губок крепят стальные планки б. Планки закалены и с одной стороны имеют перекрестную насечку, что обеспечивает надежность крепления заготовки. Доворот тисков относительно вертикальной оси производят вручную, при отжатой рукоятке (гайке) 10.Другой тип параллельных тисков - неповоротные. У таких тисков корпус неподвижной губки жестко крепят к основанию без возможности поворота вокруг вертикальной оси.Рабочее место слесаря должно быть правильно организовано; это является одним из условий высокой производительности труда. Хорошая организация рабочего места и труда рабочего сводится к следующим основным правилам:
Рис.1. Поворотные параллельные тиски.
1. Высота верстака и тисков должна соответствовать росту рабочего. Нормальным считается такое положение рабочего, при котором ему во время работы не приходится сгибаться или вытягиваться. При нормальном положении локоть согнутой и прижатой к груди правой руки должен находиться на уровне губок тисков, а выпрямленные пальцы этой руки должны касаться подбородка. Для регулирования положения рабочего по высоте можно использовать деревянные решетки, которые устанавливаются под ноги рабочего.
2. Рабочее место должно быть хорошо освещено дневным или электрическим светом. Во время работы свет не должен падать в глаза работающего.
3. На рабочем месте рекомендуется располагать инструменты, необходимые только для данной работы.
4. Инструменты, которыми рабочий пользуется часто, размещаются ближе к нему, а редко - дальше от него. Инструмент, который держится правой рукой, располагается справа от тисков, а левой - слева от тисков. Инструменты укладываются раздельно друг от друга.
5 Чертежи и технологическая (операционная) карта во время работы должны находиться перед глазами рабочего на стене или быть укрепленными на специальной подставке.
6. Рабочее место должно находиться в чистоте. После окончания работы необходимо: очистить от струйки и вытереть насухо ветошью все рабочие инструменты и приспособления, убрать металлическую стружку и обрезки металла с верстака, сблизить губки тисков, убрать подножный щиток.
Техника безопасности при выполнении слесарных работ
При выполнении слесарных работ с целью предохранения себя и окружающих от ранения требуется соблюдать следующие правила техники безопасности:
1. Перед началом работы необходимо тщательно проверить исправность инструмента.
2. Для ограждения верстака и рабочего места слесаря необходимо применять стальные сетки.
3. Отрезаемые части металла должны направляться в сторону, свободную от людей.
4. Деталь должна быть надежно закреплена в тисках.
5. Во избежание порезов рук следует своевременно удалять с верстака стружку, куски металла. Удаление стружки следует производить щеткой, крючком, но ни в коем случав не мягкой ветошью.
6. Рабочее место слесаря должно быть достаточно освещено.
7. Соблюдать особую осторожность при сверлении отверстий электрическими и пневматическими дрелями; своевременно отводить сверло от металла, если чувствуется заедание инструмента.
8. Продувание инструментов струей воздуха для удаления с них пыли и стружки следует проводить осторожно, направляя струю воздуха в пол
9. Не пользоваться при работе случайными подставками, а также неисправными приспособлениями.
10. Во избежание самовозгорания промасленных тряпок и ветоши необходимо убирать их в специальные металлические ящики.
11. При выполнении работ необходимо быть внимательным, не отвлекаться и не отвлекать других.
12. Боёк слесарного молотка должен иметь ровную, слегка выпуклую поверхность; он должен быть надежно насажен на ручку и закреплён стальными клиньями.
13. Все инструменты, имеющие заострённые концы для рукояток (напильники, ножовки, шаберы и др.), должны быть снабжены деревянными ручками, соответствующими размерам инструмента, с кольцами, предохраняющими их от раскалывания.
14. Рубящие инструменты не должны иметь косых и сбитых затылков, трещин и заусенцев; их боковые грани не должны иметь острых рёбер.
15. При заточке инструмента необходимо проследить, чтобы подручник заточного станка был правильно установлен, т.е. зазор между краем подручника и рабочей поверхностью круга был меньше половины толщины затачиваемого изделия и не более 3-х мм.
Правила безопасности при выполнении слесарных работ
Билет 1.
Правила безопасности при выполнении слесарных работ
Билет 2
Организация рабочего места слесаря при выполнении слесарных работ: устройство и назначение слесарного верстака, параллельных тисков
Билет 3
Контрольно-измерительные инструменты
Разметкой называется операция нанесения на поверхность заготовки линий (рисок), определяющих согласно чертежу контуры детали или места, подлежащие обработке. Разметочные линии могут быть контурными, контрольными или вспомогательными
• К специальному разметочному инструменту относят чертилки, кернеры, разметочные циркули, рейсмусы. Кроме этих инструментов, при разметке используют молотки, разметочные плиты и различные вспомогательные приспособления: подкладки, домкраты и т. д.
• Чертилки служат для нанесения линий (рисок) на размечаемую поверхность заготовки. В практике широко используются чертилки трех видов: круглая, с отогнутым концом и со вставной иглой.
• Кернеры применяются для нанесения углублений (кернов) на предварительно размеченных линиях.
• Изготавливают кернеры Из инструментальной углеродистой стали. Рабочую (острие) и ударную части подвергают термообработке. Кернеры подразделяют на обыкновенные, специальные, механические (пружинные) и электрические.
• Разметочные (слесарные) циркули используют для разметки окружностей и дуг, деления окружностей и отрезков на части и других геометрических построений при разметке заготовки.
• Разметочные циркули бывают в основном двух видов: простые и пружинные Ножки пружинного циркуля сжимаются под действием пружины, а разжимаются с помощью винта и гайки. Ножки циркуля могут быть цельными или со вставными иглами.
• Линейки, шт. циркули
• Угольники
Билет 4
Разметка плоскостная, инструменты и приспособления для разметки
Разметкой называется операция нанесения на поверхность заготовки линий (рисок), определяющих согласно чертежу контуры детали или места, подлежащие обработке. Разметочные линии могут быть контурными, контрольными или вспомогательными
• Контурные риски определяют контур будущей детали и показывают границы обработки.
• Контрольные риски проводят параллельно контурным «в тело» детали. Они служат для проверки правильности обработки.
• Вспомогательными рисками намечают оси симметрии, центры радиусов закруглений и т. д.
Билет 5
Билет 6
Билет 7
Заточка инструмента, вырубание контуров из листовой стали. Виды ударов молотком.
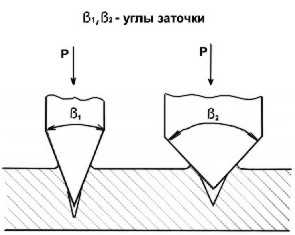
Угол заострения(заточки)зависит от твердости обрабатываемого металла: чем тверже металл, тем больше должен быть угол заострения. Для обработки стали рекомендуется угол 60°, для цветных металлов — 35° ... 40°.
В зависимости от твердости обрабатываемого материала и его толщины молотком наносят по зубилу удары различной силы. Различают кистевой, локтевой и плечевой удары
Кистевым ударом снимают небольшие неровности и тонкие стружки, локтевым — срубают лишний металл и разрубают на части заготовку небольшой толщины. При кистевом ударе молоток перемещается за счет движения кисти руки. При локтевом ударе рука сгибается в локте и удар становится сильнее . Локтевым ударом срубают лишний металл и разделяют заготовки на части. Плечевым ударом — срубают толстые стружки, разрубают прутки, полосы большой толщины.
Работать можно только исправным инструментом. Ударная часть зубила и молотка должна быть без трещин и заусениц. Ручка молотка должна быть прочно насажена и не иметь трещин. Не проверяйте качество рубки рукой на ощупь. В конце рубки ослабляйте силу удара. Во избежание травмы на верхний конец зубила следует надевать резиновую шайбу. Рубку можно выполнять только при наличии защитного экрана и защитных очков.
Нельзя стоять за спиной работающего.
Для заточки инструмента используют заточной (шлифовальный) станок.
Билет 8
Правка полосового, листового металла. Выбор инструмента.
Билет 9
Гибка листового металла
Изготовление коробочки. Рассказать всю технологию…
Инструмент: молоток, тиски, губки, очки для ТБ…
Билет 10
Билет 11
Резка металла ножовкой
Ручную ножовку применяют для резания толстых листов, полосового, круглого и профильного металла сечением до 60-70 мм.
Ножовка (рис. 40, а) состоит из станка 1, ножовочного полотна 2 и ручки 4.
Рис. 40. Ножовки:
а - жесткая, б - с раздвижной рамкой
Полотно вставляют концами в прорези головки 3, закрепляют штифтами 5 и натягивают винтом 6 с барашком 7. Ножовочные рамки изготовляют либо цельными (для ножовочных полотен определенной длины), либо раздвижными (рис. 40, б), допускающими закрепление ножовочных полотен различной длины.
При разрезании ножовкой материал прочно закрепляют в слесарных тисках. Расстояние между тисками и корпусом работающего должно быть около 200 мм (рис. 42). При работе ножовкой корпус должен быть прямым и повернут под углом 45° к осевой линии тисков. Свободно опираясь на левую ногу, правую нужно поставить по отношению к левой под углом 60-70°. При разрезании ножовкой различных материалов придерживаются определенных правил.
При резке твердых материалов нажим на ножовку должен быть сильным, при резании мягких материалов, полос, труб - небольшим. Перед окончанием резки усилие уменьшается во всех случаях. Ножовка при резании перемещается горизонтально, чтобы избежать скольжения, при врезании ножовку отклоняют от себя.
Тонкие листы зажимают между двумя деревянными брусками и режут вместе с ними. При отрезании от листа длинных полос полотно поворачивают на 90°, ножовку держат горизонтально.
При уводе ножовочного полотна в сторону не следует пытаться исправить положение поворотом ножовки, так как при этом полотно сломается. В этом случае резку нужно начать в новом месте.
Нельзя производить резку полотном со сломанными зубьями, его нужно заменить или сточить 2-3 соседних со сломанным зуба. При продолжении резки новым полотном ее начинают в новом месте, так как изношенное полотно дает пропил меньшей ширины.
Билет 12
Билет 13
Билет 14
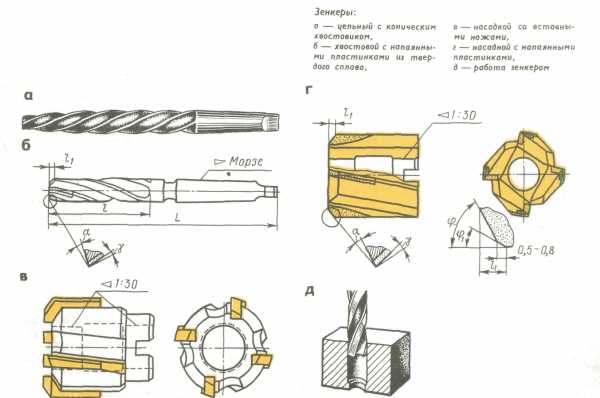
ЗЕНКЕРОВАНИЕ
ЗЕНКЕРОВАНИЕМназывается процесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, полученных литьем, ковкой или штамповкой, или предварительно просверленных с целью увеличения диаметра, улучшения качества их поверхности, повышения точности ( уменьшения конусности, овальности, разбивки).
Зенкерование является либо окончательной обработкой отверстия, либо промежуточной операцией перед развертыванием отверстия, поэтому при зенкеровании оставляют еще небольшие припуски для окончательной отделки отверстия разверткой ( так же, как и после сверления оставляют припуск под зенкерование).
n Зенкерование обеспечивает более высокую точность обработки отверстий в пределах 8- 13 квалитетов, шероховатость обработанной поверхности в пределах 4- 6-го классов.
Данная слесарная операция более производительная, чем сверление, так как при равных (примерно) скоростях резания подача при зенкеровании допускается в 2,5 – 3 раза больше, чем при сверлении
n ЗЕНКЕР является инструментом, при помощи которого выполняется зенкерование.
n Зенкер, как и сверло, закрепляют в коническом отверстии шпинделя станка, и работает так же, как и сверло, совершая вращательное движение вокруг оси, а поступательное – вдоль оси отверстия.
n У зенкера 3- 4 режущих кромки и спиральных канавок, в отличие от сверла ( 2 режущие кромки ). Три – четыре режущие кромки лучше центрируют инструмент в отверстии, придают ему большую жесткость, что обеспечивает высокую точность обработки
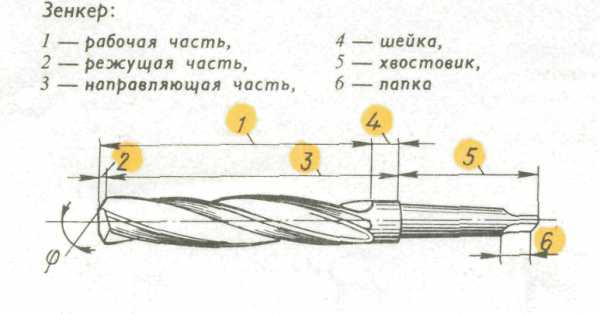
Ø Во время зенкерования режущая часть выполняет основную работу по снятию металла, а направляющая часть служит для направления зенкера в отверстии, для зачистки поверхности, для придания отверстию правильной цилиндрической формы и получения правильного размера отверстия.
Ø Ленточки (фаски) на направляющей части зенкера уменьшают трение и облегчают резание.
Ø Зенкеры имеют переднюю поверхность 1, режущие кромки 2, сердцевину 3, заднюю поверхность 4, ленточки 5.
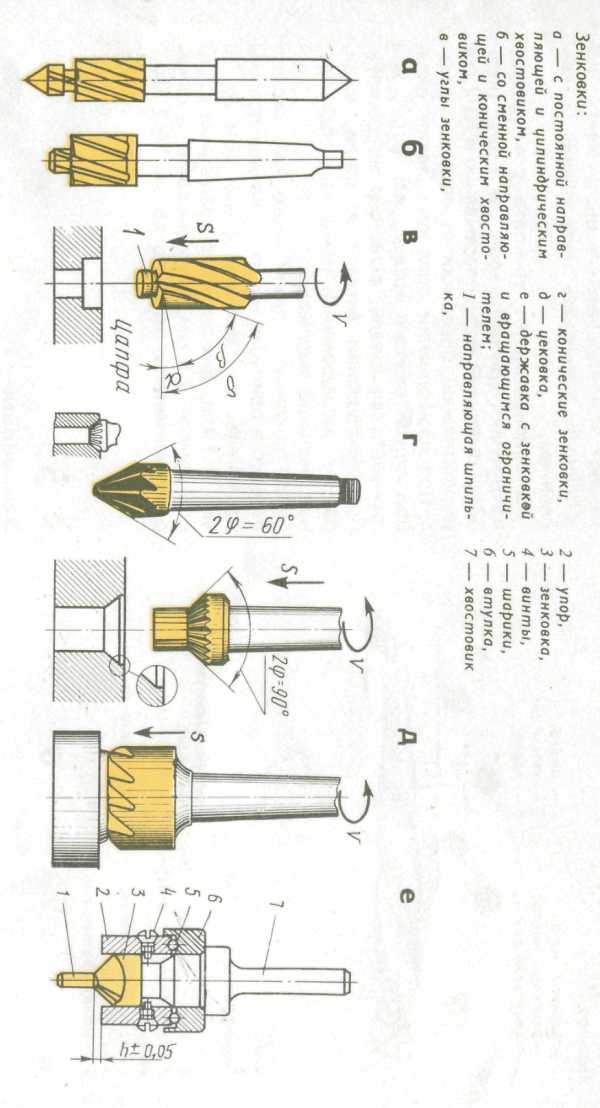
ЗЕНКОВАНИЕ - это процесс обработки специальным инструментом цилиндрических или конических углублений и фасок просверленных отверстий под головки болтов, винтов и заклепок.
• По форме режущей части зенковки подразделяют на цилиндрические, конические и торцевые ( цековки ).
КОНИЧЕСКИЕ ЗЕНКОВКИ состоят также из рабочей части и хвостовика. Рабочая часть имеет конус при вершине. Наибольшее распространение получили конические зенковки с углом конуса при вершине 30, 60, 90 и 120°
Билет 15
Билет 16
Распиливание и припасовка
Инструмент: надфили, напильники различной формы
ТБ!!!
Билет 17
Шабрение

Билет 18
Притирка и доводка
Билет 19
Сверление ручным способом
Сверлением называется процесс образования отверстий в сплошном материале заготовки режущим инструментом – сверлом.
Сверление применяется:
для получения неответственных отверстий, невысокой степени точности и чистоты, например под крепежные болты, заклепки шпильки и т.д.;
для получения отверстий под нарезание резьбы, развертывание и зенкерование.
Рассверливанием называется увеличение по диаметру уже имеющегося в детали отверстия с помощью сверла.
Надсверливанием называется выполнение в сплошном материале неглубокого несквозного отверстия.
Билет 20
Напильник очищают кордовой щеткой, одна сторона которой (проволочная) служит для удаления частичек металла, застрявших во впадинах насечки, вторая (щетинная) — для завершения чистки. Перемещают щетки вдоль насечки.
Ò Контроль опиленной поверхности. Для контроля опиленных поверхностей используют поверочные линейки, штангенциркули, угольники и поверочные плиты.
Билет 1.
Правила безопасности при выполнении слесарных работ
Билет 2
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
Техника-безопасности при выполнении слесарных работ
Несчастные случаина производстве – ушибы, ранения и т. д. – называются производственным травматизмом, который чаще всего происходит по двум причинам: вследствие недостаточного освоения работающими производственных навыков и отсутствия необходимого опыта в обращении с инструментом и оборудованием; из-за невыполнения правил безопасности труда и правил внутреннего распорядка.
1.2.1. Безопасные условия труда
Основными условиями безопасной работы при выполнении слесарных операций являются правильная организация рабочего места, пользование только исправными инструментами, строгое соблюдение производственной дисциплины и требований безопасности.
Ниже приводятся краткие правила безопасности труда.
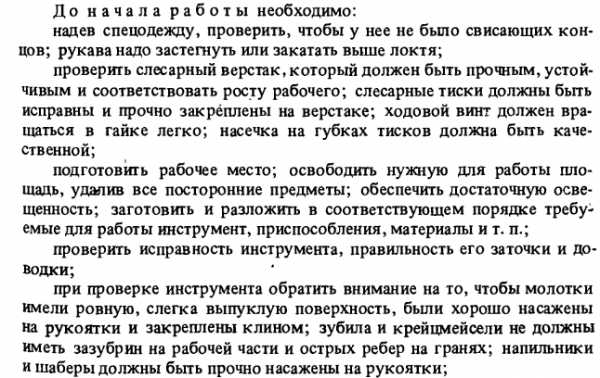
До начала работы необходимо:
- надев спецодежду, проверить, чтобы у нее не было свисающих концов; рукава надо застегнуть или закатать выше локтя;
- проверить слесарный верстак, который должен быть прочным, устойчивым и соответствовать росту рабочего; слесарные тиски должны быть исправны и прочно закреплены на верстаке; ходовой винт должен вращаться в гайке легко; насечка на губках тисков должна быть качественной;
- подготовить рабочее место; освободить нужную для работы площадь, удалив все посторонние предметы; обеспечить достаточную освещенность; заготовить и разложить в соответствующем порядке требуемые для работы инструмент, приспособления, материалы и т. п.;
- проверить исправность инструмента, правильность его заточки и доводки;
- при проверке инструмента обратить внимание на то, чтобы молотки имели ровную, слегка выпуклую поверхность, были хорошо насажены на рукоятки и закреплены клином; зубила и крейцмейсели не должны иметь зазубрин на рабочей части и острых ребер на гранях; напильники и шаберы должны быть прочно насажены на рукоятки;
- проверить исправность рабочего оборудования и его ограждения;
- убедиться, что все вращающиеся части станков и механизмов, а также обрабатываемые заготовки с выступающими частями, имеют защитные ограждения.
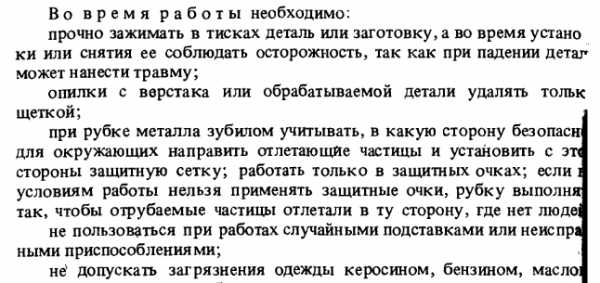
Во время работы необходимо:
- прочно зажимать в тисках деталь или заготовку, а во время установки или снятия ее соблюдать осторожность, так как при падении деталь может нанести травму;
- опилки с верстака или обрабатываемой детали удалять только щеткой;
- при рубке металла зубилом учитывать, в какую сторону безопасно для окружающих направить отлетающие частицы и установить с этой стороны защитную сетку; работать только в защитных очках; если по условиям работы
нельзя применять защитные очки, рубку выполнять так, чтобы отрубаемые частицы отлетали в ту сторону, где нет людей;
- не пользоваться при работах, случайными подставками или неисправными приспособлениями;
- не допускать загрязнения одежды керосином: бензином, маслом.
По окончании работы необходимо:
- тщательно убрать рабочее место;
- уложить инструмент, приспособления и материалы на соответствующие места;
- во избежание самовозгорания промасленной ветоши и возникновения пожара убрать ее в специальные металлические ящики с плотно закрывающейся крышкой.
1.2.2. Противопожарные мероприятия
Источниками возникновения пожара могут быть: токи короткого замыкания, образующие электрическую дугу; перегрев электрических сетей и электрооборудования; теплота, образующаяся при трении дисков, подшипников, ременных передач; искровые разряды статическое электричества; пламя; лучистая энергия; искры.
Причиной возникновения пожара может быть воспламенение производственных отбросов, промасленной ветоши, пакли, бумаги и других материалов, используемых для очистки механизмов, в результате неосторожного обращения с огнем. Пожары также возможны в результате самовозгорания твердого минерального топлива, промасленной ветоши, сложенной в кучи.
Основное предупредительное мероприятие против пожаров – это постоянное содержание в чистоте и порядке рабочего места, осторожное обращение с огнем, нагревательными приборами и легковоспламеняющимися веществами. Нельзя допускать скопления у рабочего места большого количества легковоспламеняющегося производственного сырья, полуфабрикатов и др. Отходы производства, особенно горючие, складывают в отведенном для них месте.
По окончании работы рабочее место должно быть приведено в полный порядок. Промасленные обтирочные материалы убирают в специальные ящики. Сосуды с легковоспламеняющимися жидкостями, а также баллоны с газами переносят в места их постоянного хранения. Должны быть, выключены все электроприборы и осветительные точки, за исключениемдежурных ламп.
Простейшие противопожарные средства и инвентарь – ящики с песком и лопатами, кульки с песком, пожарный кран, насосы, огнетушители – должны быть всегда в наличии и исправны.
При возникновении пожара необходимо выключить все электроустановки, немедленно по телефону (42-80, 01) или специальным сигналом вызвать пожарную команду и принять меры к тушению пожара собственными силами с помощью имеющегося противопожарного оборудования и инвентаря.
При пожаре нельзя выбивать стекла в окнах, так как это увеличивает приток воздуха, способствуя усилению огня. В случае пожара необходимо сохранять спокойствие и беспрекословно выполнять распоряжения руководителей.
Порядок выполнения работы
1) Познакомиться с оборудованием слесарных мастерских, организацией рабочего места слесаря.
2) Изучить требования техники безопасности при выполнении работ в слесарных мастерских.
Содержание отчета
1) Эскиз слесарного верстака с указанием его основных компонентов.
2) Классификация, назначение и устройство тисков с указанием их основных частей.
Вопросы для самоконтроля
1) Каковы основные принципы организации рабочего места слесаря?
2) Из каких основных элементов состоит слесарный верстак?
3) Какие преимущества и недостатки конструкции стуловых тисков вы знаете?
4) Из какого материала изготавливают корпус поворотных тисков с параллельными губками.
5) Каковы требования техники безопасности при выполнении работ в слесарных мастерских?
Практическое занятие №2
РАЗМЕТКА
Цель работы – ознакомиться с назначением, основными видами разметки, применяемыми оборудованием и инструментом, техникой безопасности при выполнении разметки.
Общие сведения
Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий (рисок), определяющих контуры будущей детали или места, подлежащие обработке. Выполнение разметки необходимо для того, чтобы знать, где и до каких размеров вести обработку заготовки [1, 3].
Разметку выполняют точно и аккуратно, потому что ошибки, допущенные при разметке, могут привести к тому, что изготовленная деталь окажется бракованной. Может быть и наоборот: неточно отлитую и поэтому забракованную заготовку можно исправить тщательной разметкой, перераспределив припуски для каждой разметочной поверхности.
Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм. При точной разметке ее можно повысить до сотых долей миллиметра.
Разметка применяется преимущественно в единичном и мелкосерийном производстве.
В зависимости от формы размечаемых заготовок и деталей, разметка делится на плоскостную и пространственную (объемную).
Плоскостная разметка
Плоскостная разметка, выполняемая обычно на поверхностях плоских, деталей, на полосовом и листовом материале, заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Для выполнения разметки используются разметочные плиты, подкладки, поворотные приспособления, домкраты и др.
На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент. Разметочная плита отливается из мелкозернистого серого чугуна. В нижней ее части имеются ребра жесткости, предохраняющие плиту от возможного прогиба под действием силы тяжести самой плиты и размечаемые деталей. Верхнюю рабочую поверхность и боковые стороны плиты точно обрабатывают на строгальных станках и затем шабрят.
Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают щеткой, тщательно протирают тряпкой, смазываю маслом для предохранения от коррозии и накрывают деревянным щитом. Не менее одного раза в неделю плиту промывают скипидаром или керосином. Нельзя передвигать по плите размечаемые заготовки во избежание появлению забоин и царапин.
Необработанные заготовки устанавливают не непосредственно на плиту, а на специальные подкладки или домкраты.
Применяемые при разметке инструменты и приспособления передвигают по плите плавно. Рабочую поверхность плиты рекомендуется натирать графитовым порошком.
Перед разметкой необходимо обязательно выполнить выверку установленной заготовки с помощью специальных подкладок, призм и домкратов.
Инструмент, применяемый при разметке.
Чертилка – слесарный инструмент, применяющийся для нанесения линий (рисок), путем царапания предварительно подготовленной поверхности (окрашенной или обмеленной). Чертилка круглая представлена на рис. 2.1.
Кернер – слесарный инструмент, применяющийся для нанесения углублений (кернов) на предварительно размеченных линиях (керны делают для того, чтобы риски были отчетливо видны и не стирались в процессе обработки детали). Кернеры изготавливают из инструментальной углеродистой или легированной стали У7А, У8А, 7ХФ или 8ХФ.Рабочую часть кернеров (конус) термически обрабатывают на длине 15 – 30 мм, до твердости НRС 55 – 59, а ударную часть – на длине 15 – 25 мм до твердости НRС 40 – 45. Средняя часть кернера имеет рифление (накатку) для удобства работы. Различают кернеры: обыкновенные, специальные, пружинные (механические), электрические и др.
Обыкновенный кернер (рис. 2.2)представляет собой стальной стержень длиной 100, 125 или 160 мм и диаметром 8, 10 или 12 мм; его боек имеет сферическую поверхность.
Циркуль – слесарный инструмент, который используют для разметки окружностей и дуг, деления отрезков и окружностей, а также для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.
Разметочные циркули бывают простыми или с дугой, точными (рис. 2.3, а)и пружинными (рис. 2.3, б). Простой циркуль состоит из двух шарнирно соединенных ножек – целых или со вставными иглами (рис. 2.3, в); нужный раствор ножек фиксируется винтом.
 Особенностью конструкции циркуля, показанного на рис. 2.3, а является устройство 3для установки циркуля непосредственно по его шкале с точностью до 0,2 мм. Микрометрические винты 1 и 2 повышают точность этой установки. Сменные иглы 4 затягиваются гайками 5.
Особенностью конструкции циркуля, показанного на рис. 2.3, а является устройство 3для установки циркуля непосредственно по его шкале с точностью до 0,2 мм. Микрометрические винты 1 и 2 повышают точность этой установки. Сменные иглы 4 затягиваются гайками 5.
Кроме перечисленного инструмента, безусловно, при разметке применяется и измерительный инструмент: линейки, штангенциркули, транспортиры, угольники и т.п.
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
Техника безопасности при выполнении слесарных работ
Приступая к работе на новом участке или предприятии, слесарь обязан пройти производственный инструктаж по технике безопасности.
Пред началом работы:
1) Привести в порядок рабочую одежду, застегнуть или обхватить широкой резинкой обшлага рукавов ,заправить одежду так, чтобы не было развевающихся концов; убрать волосы под плотно ; облегающий головной убор. Рабочая одежда – это комбинезон, рабочий халат или спецовка. Работа в лёгкой обуви запрещается(тапочки, сандалии и т.д.)
2) Внимательно осмотреть место работы, привести его в порядок, убрать все мешающие работе посторонние предметы. Инструмент и детали располагать так, чтобы избегать лишних движений и обеспечить безопасность работы.
3) Проверить наличие и исправность инструмента, приспособлений и средств индивидуальной защиты.
4) Проверить, чтобы освещение рабочего места было достаточным, и свет не слепил глаза.
Во время работы:
1) При работе в тисках надежно зажимать обрабатываемую деталь.
2) Не отвлекаться во время работы и не отвлекать других.
3) При рубке металла зубилом пользоваться защитными очками с небьющимися стеклами или сеткой. Для защиты окружающих обязательно ставить предохранительные щитки или сетку.
4) Очистку поверхностей и промывку деталей подлежащих доработке, а также уборку стружки производить щеткой с меткой или ветошью.
5) Отходы производства складывать в специальную тару.
6) Инструмент, имеющий отточенное лезвие или острие, следует передавать другому человеку вперед рукояткой или тупым концом.
7) При обнаружении неисправности инструмента или оборудования. Немедленно прекратить работы и доложить об этом мастеру.
8) При получении травмы сообщать мастеру и обращаться в мед.пункт.
После окончания работы:
1) Проверить инструмент и прибрать его.
2) Убрать оставшиеся заготовки детали в специальные контейнеры.
3) Прибрать рабочее место щёткой. А затем и помещение. Убрать стружку, пыль и т.д. в специальные контейнеры.
4) О замеченных неисправностях сообщить мастеру.
5) Вымыть руки с мылом.
Организация рабочего места слесаря
Часть производственной площади цеха или мастерской с оборудованием, приспособлениями, инструментом и материалами, необходимыми для выполнения определенного производственного задания называется рабочим местом.
На рабочем месте слесаря установлен верстак со слесарными тисками. Рабочее место должно быть чистым, на нем должны находиться только те предметы, которые необходимы для выполнения данного задания. Площадь рабочего места слесаря в мастерских не менее 2 м2. Инструмент, заготовки и документация должны располагаться на рабочем месте, на расстоянии вытянутой руки. Предметы, которыми пользуются чаще, следует класть ближе. Режущий и ударный инструмент, который держат правой рукой, следует располагать на рабочем месте с правой стороны. Соответственно инструмент, который держат левой рукой, следует располагать на рабочем месте с левой стороны. После окончания работы весь инструмент и приспособления, применяемые при работе, необходимо очистить от грязи и масла, протереть. Верстак очистить щеткой от стружки и мусора.
Основные требования к слесарному инструменту
Рукоятки молотков, кувалд и другого инструмента ударного действия должны быть изготовлены из сухой древесины твердых лиственных пород (клен, бук, дуб, береза и т.п.). Применение рукояток из древесины хвойных пород (ель, сосна) не допускается.
Поверхность бойка молотков и кувалд должна быть слегка выпуклой, гладкой, без заусенцев, без трещин и наклепа. Боек должен быть плотно насажен на рукоятку и надежно расклинен металлическим заершенным клином из мягкого металла.
Длина ручек молотков должна быть в пределах 300-400мм, а рукояток кувалд от 450 до 900мм в зависимости от массы бойка.
Напильники, шаберы, отвертки, шилья и др. должны иметь гладкие
деревянные длиной не менее 150мм, рукоятки с бандажными кольцами, исключающими их раскалывание.
Ударные инструменты (зубила, крейцмейсель, бородок, просечка, кернер и т.п.) должны иметь гладкую затылочную поверхность, без заусенцев, наклепа и трещин.
Зубило должно быть длиной не менее 150мм, длина оттянутой части- 60-70мм. Режущая кромка зубила должна представлять прямую или слегка выпуклую линию
Гаечные ключи не должны иметь трещин и забоин, величина зева должна соответствовать указанному размеру на ключе, а его рабочие поверхности должны быть параллельны.
Ручки слесарных ножниц и клещей должны быть гладкими, без зазубрин и заусенцев. С внутренней стороны ручек должен быть упор для предотвращения сдавливания пальцев при работе.
Ручные рычажные ножницы должны быть надежно закреплены на специальных стойках, верстаках и т.п. и оборудованы прижимами на верхнем подвижном ноже, амортизатором для смягчения удара ножедержателя и противовеса, удерживающим верхний подвижный нож в безопасном исходном положении.
Переноска рабочим комплекта (набора) слесарного инструмента должна осуществляться в специальной инструментальной сумке или в ручном переносном ящике.